<0,003 mm. Das sind zwei Mikrometer — etwa 1/50 der Breite eines menschlichen Haares. In der CNC-Spanntechnik trennt diese Zahl die Werkstätten, die Teile mit engen Toleranzen zuverlässig ausliefern können, von jenen, die Stunden mit Neueinmessen, Nachsondieren und erneutem Erstmusterlauf verbringen. Wenn Sie Luftfahrt-Halterungen, Medizinimplantate, Halbleiter-Vorrichtungen oder Formeinsätze fertigen, ist eine Wiederholgenauigkeit unter 5 µm keine Option — sie ist der Mindeststandard, den Ihre Kunden erwarten.
Doch Wiederholgenauigkeit entsteht nicht durch den Kauf eines Premium-Spannfutters und damit fertig. Sie ist ein Systemergebnis: Schnittstellengeometrie, Oberflächenzustand, Wärmezustand, Spannkraft und Prüfmethode tragen alle dazu bei. Wenn nur einer dieser Faktoren stimmt nicht, driftet Ihr „<0,003 mm"-System auf ±0,01 mm oder schlechter.
Dieser Leitfaden behandelt jeden Faktor, der die Wiederholgenauigkeit der Spanntechnik bestimmt — und liefert Ihnen ein praktisches Protokoll, um sie in Ihrer eigenen Werkstatt zu verifizieren.
Wichtige Erkenntnisse (Schnellüberblick)
- Der Zustand der Auflagepunkt-Schnittstelle ist Faktor Nr. 1 — saubere, gehärtete und unbeschädigte Oberflächen sind unverhandelbar.
- Thermodisziplin zählt: 1 °C an einer 300 mm Stahlvorrichtung = ~3,5 µm Verschiebung.
- Spannkraft muss ausreichen, um Zerspankräften zu widerstehen, aber kontrolliert sein, um Teileverformung zu vermeiden.
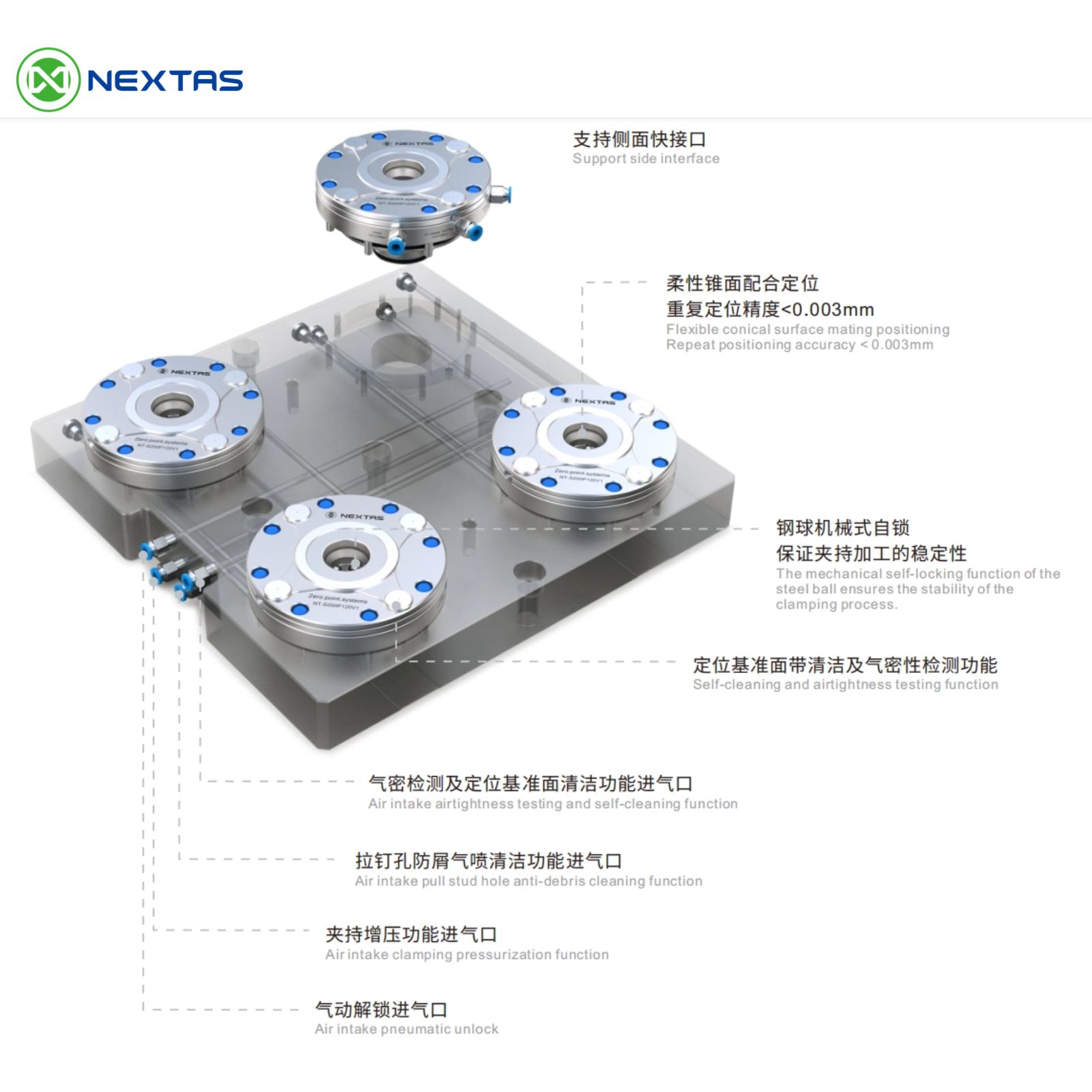
- Nullpunkt-Systeme mit konischer Positionierung bieten eine inhärente Selbstzentrierung für eine wiederholbare Auflagepunkt-Rückkehr.
- Verifizieren, nicht annehmen: Führen Sie vor der Produktion einen 20-Zyklen-Aufsetz-/Absetz-Test mit einer Messuhr (DTI) oder einem Tastsystem durch.
1) Warum <0,003 mm Wiederholgenauigkeit zählt
Wiederholgenauigkeit in der Spanntechnik bedeutet: Können Sie eine Palette oder Vorrichtung aus der Maschine entnehmen und wieder an die gleiche Auflageposition innerhalb eines definierten Toleranzbands aufsetzen? Für die <0,003 mm-Klasse muss der Gesamtbereich über viele Aufsetz-/Absetz-Zyklen innerhalb von 0,004 mm (4 µm) bleiben.
Was sie ermöglicht
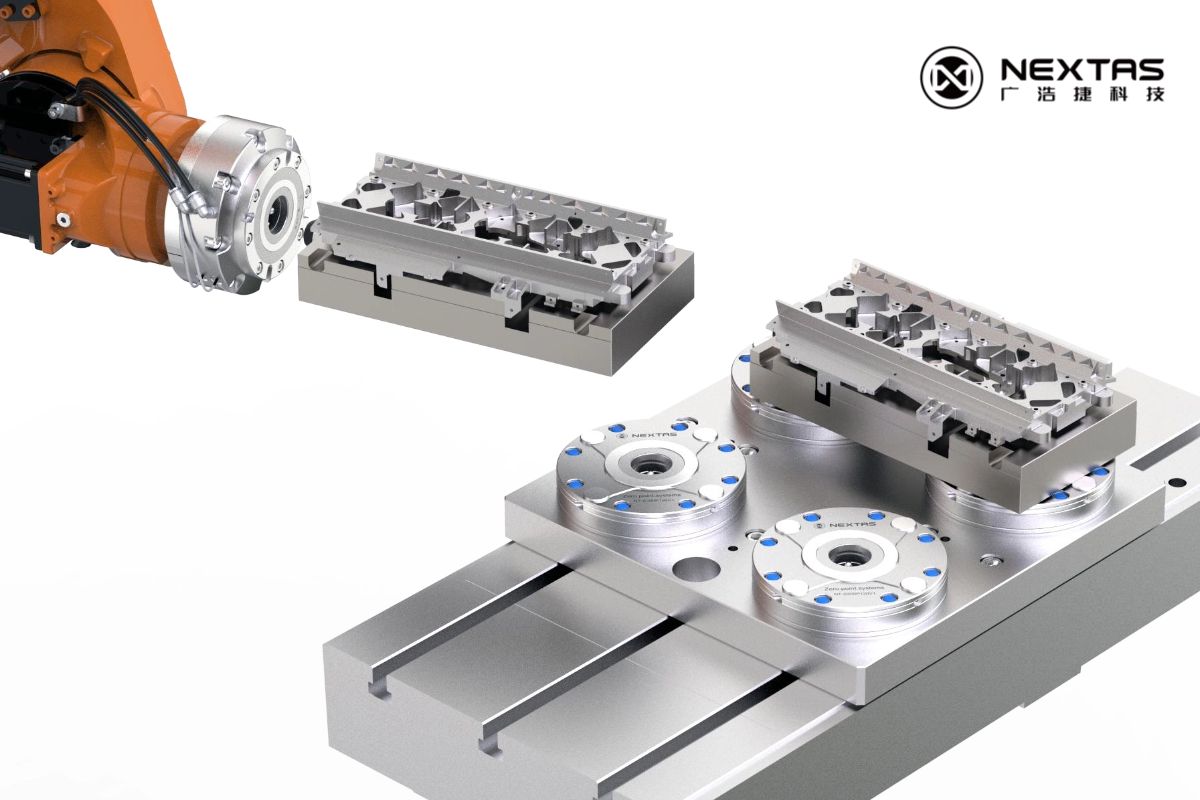
- Offline-Rüsten: Vorrichtungen an einem Vorbereitungsplatz aufbauen, während die Spindel weiter arbeitet. Nullpunkt-Paletten werden in Sekunden gewechselt, nicht in Minuten.
- Konsistenz über mehrere Bearbeitungsschritte: Werkstück von CNC zu CMM zu EDM zur Drahterosion und zurück bewegen — ohne Verlust der Nullpunkt-Referenz.
- Kürzere Erstmuster-Zeit: Wenn die Vorrichtung immer an dieselbe Stelle zurückkehrt, ersetzt die Tastsystem-Verifizierung das manuelle Ausrichten.
- Automatisierungsbereitschaft: Roboter-Palettenwechsler und FMS-Zellen sind auf eine deterministische Auflagepunkt-Rückkehr angewiesen. Driftet die Wiederholgenauigkeit, steht die Zelle still.
Die Kosten schlechter Wiederholgenauigkeit
Jede zusätzliche Minute zum Einrichten einer Vorrichtung kostet Spindelzeit. Läuft Ihre Werkstatt im 3-Schicht-Betrieb und jeder Wechsel fügt 10 Minuten Neueinmessen hinzu, sind das 30 Minuten pro Tag — über 180 Stunden pro Jahr entgangene Produktion pro Maschine. Bei einem typischen Werkstattsatz übersetzt sich das direkt in zehntausende Euro entgangene Marge.
2) Auflagepunkt-Design: das Fundament
Die Auflagepunkt-Schnittstelle ist dort, wo die Vorrichtung auf den Maschinentisch (oder die Grundplatte oder Palette) trifft. Jeder Mikrometer Fehler an dieser Schnittstelle überträgt sich direkt auf das Werkstück. Zwei Designprinzipien sind am wichtigsten:
Konische selbstzentrierende Geometrie
Plan-auf-plan-Auflageschnittstellen verlassen sich auf Reibung und Kantenkontakt. Über tausende Zyklen führen Mikroverschleiß und Spankontamination zu „Drift" — die Vorrichtung verschiebt sich beim erneuten Aufsetzen leicht. Konische Positionierung (wie bei den Nullpunkt-Spannfuttern von NEXTAS) löst dies, indem sie den Spannbolzen in einen konischen Sitz führt, der sich beim Aufbringen der Spannkraft selbst zentriert. Die Konizität eliminiert Mikrospalte und bietet einen natürlichen, wiederholbaren Positioniermechanismus.

Materialhärte und Verschleißfestigkeit
Die Auflageflächen müssen härter sein als jeder Span oder Schmutz, der darauf landen könnte. Die Nullpunkt-Spannfutter von NEXTAS verwenden gehärteten Edelstahl (typischerweise 58–62 HRC) für die Spannschnittstelle. Dies verhindert Mikroeindrücke durch Späne und erhält die geometrische Genauigkeit über zehntausende Spannzyklen hinweg.
Designfaustregel: Ist das Material Ihrer Auflagepunkt-Schnittstelle weicher als die Späne des Werkstückmaterials, verschlechtert sich die Wiederholgenauigkeit mit der Zeit. Gehärteter Edelstahl oder gehärteter Werkzeugstahl sind das Minimum für Wiederholgenauigkeits-Ziele unter 5 µm.
3) Oberflächenvorbereitung & Reinigungsdisziplin
Die präzisest gefertigte Auflageschnittstelle wird nutzlos, wenn ein 10 µm großer Span zwischen den Passflächen sitzt. Die Oberflächenvorbereitung ist der Punkt, an dem viele Werkstätten unbemerkt Wiederholgenauigkeit verlieren.
Reinigungsprotokoll vor dem Aufsetzen
- Druckluftstoß: Verwenden Sie saubere, trockene, gefilterte Werkstattdruckluft (mindestens 0,5 MPa), um Spannfutter-Hohlraum und Spannbolzen-Aufnahme vor jedem Aufsetzen auszublasen. Feuchtigkeit in der Druckluftleitung lagert Rückstände ab — nutzen Sie einen Koaleszenzfilter.
- Abwischen: Bei kritischen Arbeiten folgt nach dem Druckluftstoß ein fusselfreies Tuch, befeuchtet mit einem schnell verdunstenden Lösungsmittel (Isopropanol oder spezieller Vorrichtungsreiniger).
- Sichtprüfung: Eine kurze Sichtprüfung des Spannbolzen-Konus und der Futterbohrung dauert 5 Sekunden und entdeckt Späne, die die Luft allein übersehen hat.
Spänschutz durch Konstruktion
Prävention schlägt Reinigung. Die Nullpunkt-Spannfutter von NEXTAS sind mit versiegelten Spannfutterbohrungen mit integriertem Luftspülen ausgestattet. Ein leichter Überdruck hält den inneren Mechanismus während der Bearbeitung frei von Kühlmittel und Spänen. Ist das Spannfutter leer (Bolzen entfernt), bleibt die Bohrung geschützt — der nächste Spannzyklus startet sauber.
4) Thermomanagement für Genauigkeit unter 5 µm
Stahl dehnt sich um etwa 11,7 µm/m/°C aus. Für eine 300 mm Vorrichtungsplatte erzeugt eine Temperaturänderung von 1 °C ungefähr 3,5 µm Maßverschiebung — bereits ein erheblicher Anteil Ihres <0,003 mm-Budgets. Thermomanagement ist auf diesem Toleranzniveau nicht optional.
Praktische Thermoregeln
- Vor dem Messen stabilisieren: Nach einem starken Schruppschnitt sind Vorrichtung und Werkstück warm. Lassen Sie 15–30 Minuten Stabilisierung zu (oder fahren Sie einen Schlichtgang mit Kühlmittel), bevor Sie kritische Messungen vornehmen.
- Konstante Kühlmitteltemperatur: Schwankt Ihre Kühlmitteltemperatur tagsüber um ±3 °C, schwanken Ihre Vorrichtungsmaße mit. Ein Kühler oder ein temperaturgeregeltes Kühlmittelsystem amortisiert sich durch reduzierten Ausschuss.
- Maschinen-Warmlaufroutine: Lassen Sie Spindel und Achsen vor der Erstmuster-Verifizierung einen Warmlaufzyklus durchlaufen. Die meisten CNC-Maschinen brauchen 20–40 Minuten, um das thermische Gleichgewicht zu erreichen.
- Symmetrisches Vorrichtungsdesign: Eine symmetrische Vorrichtungsplatte dehnt sich gleichmäßig aus. Ein asymmetrisches Design erzeugt differenzielles thermisches Wachstum, das den Auflagepunkt unvorhersehbar verschiebt.
Praxistipp: Variiert Ihre Werkstatttemperatur tagsüber um mehr als ±2 °C, dominieren thermische Effekte Ihren Wiederholgenauigkeits-Fehler. Eine Investition in die Klimatisierung des Maschinenbereichs ist oft günstiger als das Hinterherjagen der Toleranz mit besseren Werkzeugen.
5) Spannkraftstrategie: genug, aber nicht zu viel
Die Spannkraft muss zwei Dinge leisten: das Werkstück sicher gegen Zerspankräfte halten und die Auflageschnittstelle vollständig setzen. Doch eine übermäßige Spannkraft bringt eigene Probleme mit sich — elastische Verformung von Vorrichtung oder Werkstück, die beim Lösen den Auflagepunkt verschiebt.
Mechanische Selbstverriegelung für gleichbleibende Kraft
Pneumatisches oder hydraulisches Spannen kann mit dem Versorgungsdruck variieren. Mechanische Selbstverriegelung (Feder + Stahlkugel), wie sie in den Nullpunkt-Systemen von NEXTAS eingesetzt wird, liefert eine feste, wiederholbare Spannkraft unabhängig von Druckluftschwankungen. Der Pneumatikkreis öffnet das Spannfutter nur; das Federpaket übernimmt das Spannen. So ist die Spannkraft im ersten Zyklus dieselbe wie im zehntausendsten.
Verformungsbudget
Für dünnwandige Werkstücke oder leichte Vorrichtungsplatten berechnen Sie die elastische Verformung unter Spannkraft mit der einfachen Balkentheorie oder FEA. Überschreitet die Verformung Ihr Wiederholgenauigkeits-Ziel, brauchen Sie entweder mehr Auflagepunkte oder eine kraftärmere Spannstrategie (z. B. Vakuum-Unterstützung, formangepasste Backen oder verteiltes Spannen).
6) Nullpunkt-Spannsysteme für <0,003 mm
Ein gut konstruiertes Nullpunkt-Spannsystem integriert alle oben genannten Prinzipien in eine einzige, standardisierte Schnittstelle. So ordnet sich das Produktprogramm von NEXTAS den Wiederholgenauigkeits-Zielen zu:
| System | Wiederholgenauigkeit | Spannkraft | Hauptmerkmal | Beste Anwendung |
|---|---|---|---|---|
| P85 | <0.003 mm | 4,000 N | Kompakt, 5-Achs-tauglich | Kleine Elektroden, Präzisionsteile |
| P120 | <0.003 mm | 12,000 N | Standard-Fräs-Allrounder | Allgemeines CNC, Vorrichtungspaletten |
| P195 | <0.003 mm | 40,000 N | Hochleistungs-Niederzug | Große Werkstücke, aggressives Schruppen |
| BDS Serie | <3 µm | 60,000 N | Ultrapräzise Positionierung | Engtoleranz-Zellen, Prüfvorrichtungen |
Alle Nullpunkt-Spannfutter von NEXTAS teilen diese wiederholgenauigkeitsfördernden Merkmale:
- Konische Selbstzentrierung für konsistente Auflagepunkt-Rückkehr
- Gehärtete Edelstahl-Schnittstellen (58–62 HRC) für langfristige geometrische Stabilität
- Mechanische Selbstverriegelung für druckunabhängige Spannkraft
- Integriertes Luftspülen zum Schutz vor Spänen und Kühlmittel
- Auflagekontrolle (Luftdichtheits-Verifizierung) für Automatisierungssicherheit
7) Verifizierungsprotokoll in der Werkstatt
Angaben in einem Datenblatt ersetzen nicht die Verifizierung an Ihrer Maschine, mit Ihrer Vorrichtung, unter Ihren Werkstattbedingungen. Hier ein Schritt-für-Schritt-Protokoll zur Bestätigung der <0,003 mm Wiederholgenauigkeit:
Benötigte Ausstattung
- Messuhr (DTI) mit 1 µm Auflösung oder maschinengebundenes Tastsystem
- Kalibrierter Prüfdorn oder Ringlehre, montiert auf der Vorrichtung
- Datenerfassungsblatt (oder digitaler Logger)
Vorgehen
- Montieren Sie die Nullpunkt-Grundplatte auf dem Maschinentisch. Prüfen Sie auf Ebenheit und das vorgegebene Anzugsmoment.
- Montieren Sie die Prüfvorrichtung (mit Prüfdorn) auf das Nullpunktsystem. Vollständig spannen.
- Stellen Sie die Messuhr auf null an zwei orthogonalen Punkten (X und Y) am Prüfdorn.
- Notieren Sie den Ausgangswert.
- Lösen Sie die Spannung, heben Sie die Vorrichtung vollständig aus den Nullpunkt-Aufnahmen heraus und setzen Sie sie wieder auf. Erneut spannen.
- Notieren Sie die neuen Messuhr-Werte in X und Y.
- Wiederholen Sie Schritte 5–6 mindestens 20 Mal. Mehr Zyklen liefern höhere statistische Sicherheit.
- Berechnen Sie: Bereich = Max-Wert − Min-Wert. Für die <0,003 mm-Klasse muss der Bereich in X und Y jeweils ≤0,004 mm sein.
Profi-Tipp: Führen Sie den Test zu Schichtbeginn (kalte Maschine) und noch einmal 2 Stunden nach Produktionsstart (warme Maschine) durch. Unterscheiden sich die Ergebnisse im Warmzustand deutlich vom Kaltzustand, dominieren thermische Effekte Ihr Wiederholgenauigkeits-Budget.
8) Häufige Wiederholgenauigkeits-Killer & Lösungen
Brauchen Sie ein Wiederholgenauigkeits-Audit für Ihr Setup? Senden Sie uns Ihr Maschinenmodell, Vorrichtungslayout und Toleranzziel — wir prüfen Ihre Auflagepunkt-Strategie und schlagen Verbesserungen vor.