<0,003 mm. Cela représente deux microns — soit environ 1/50ᵉ de l'épaisseur d'un cheveu humain. En bridage CNC, ce chiffre sépare les ateliers capables d'expédier en toute confiance des pièces à tolérances serrées de ceux qui perdent des heures à réindexer, re-palper et relancer des premières pièces. Si vous usinez des supports aéronautiques, des implants médicaux, des montages pour semi-conducteurs ou des inserts de moules, la répétabilité sous 5 µm n'est pas une option : c'est le minimum attendu par vos clients.
Mais la répétabilité ne s'obtient pas en achetant un mandrin haut de gamme et en s'arrêtant là. C'est un résultat à l'échelle système : la géométrie de l'interface, l'état de surface, l'état thermique, la force de bridage et la méthode de vérification y contribuent toutes. Ratez l'un de ces éléments, et votre système « <0,003 mm » dérive à ±0,01 mm ou pire.
Ce guide passe en revue tous les facteurs qui déterminent la répétabilité du bridage et vous donne un protocole pratique pour la vérifier dans votre propre atelier.
Points clés (lecture rapide)
- L'état de la surface de référence est le facteur n° 1 : des surfaces propres, trempées et intactes sont non négociables.
- La discipline thermique compte : 1 °C sur un montage en acier de 300 mm = ~3,5 µm de décalage.
- La force de bridage doit être suffisante pour résister aux efforts de coupe, mais contrôlée pour éviter la déformation de la pièce.
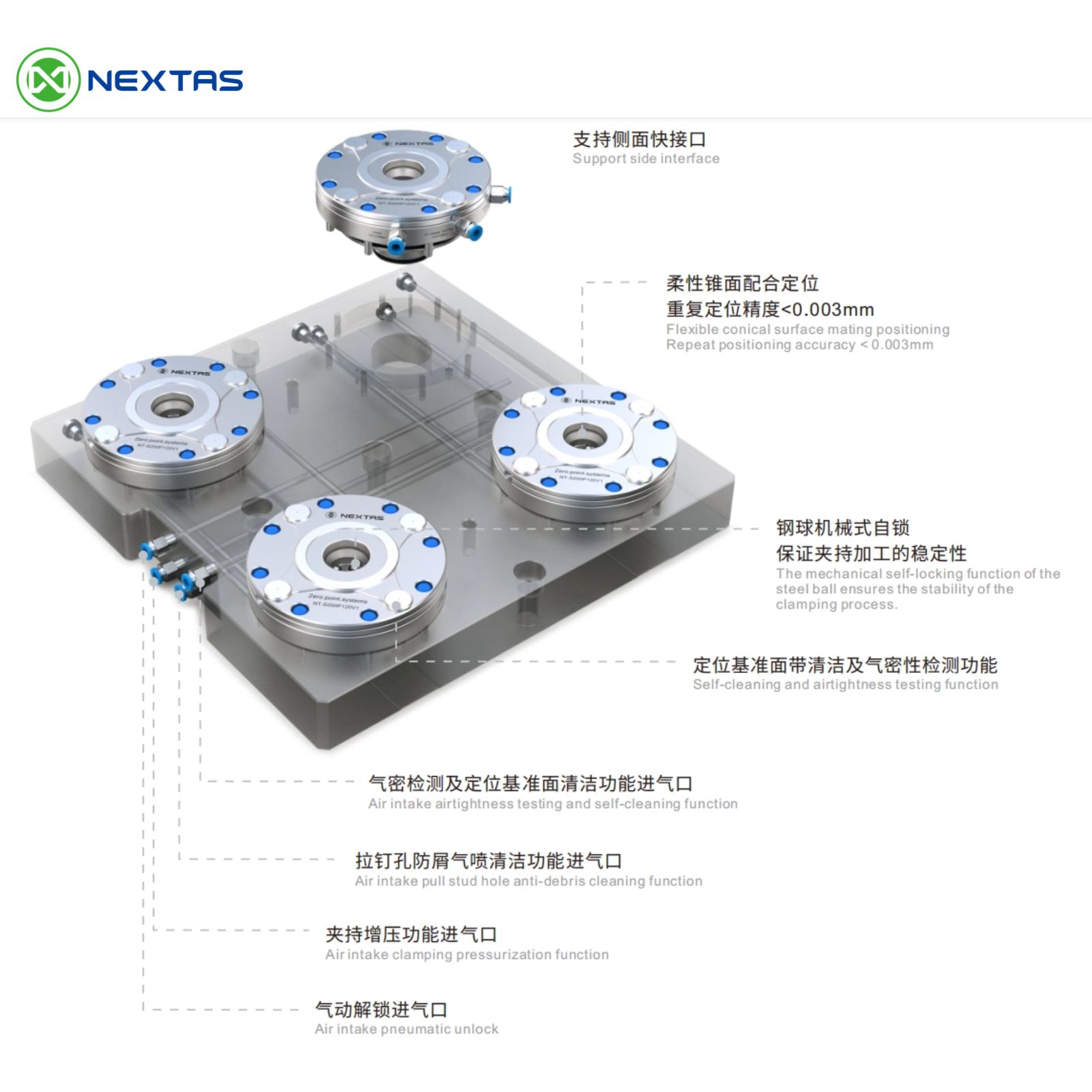
- Les systèmes point zéro à positionnement conique offrent un autocentrage intrinsèque pour un retour répétable à la référence.
- Vérifiez, ne supposez pas : effectuez un test de 20 cycles d'accostage/désaccostage avec un comparateur (DTI) ou un palpeur avant la production.
1) Pourquoi la répétabilité <0,003 mm compte
La répétabilité en bridage signifie : pouvez-vous retirer une palette ou un montage de la machine et le remettre à la même position de référence dans une plage de tolérance définie ? Pour la classe <0,003 mm, la plage totale sur de nombreux cycles d'accostage/désaccostage doit rester dans 0,004 mm (4 µm).
Ce qu'elle permet
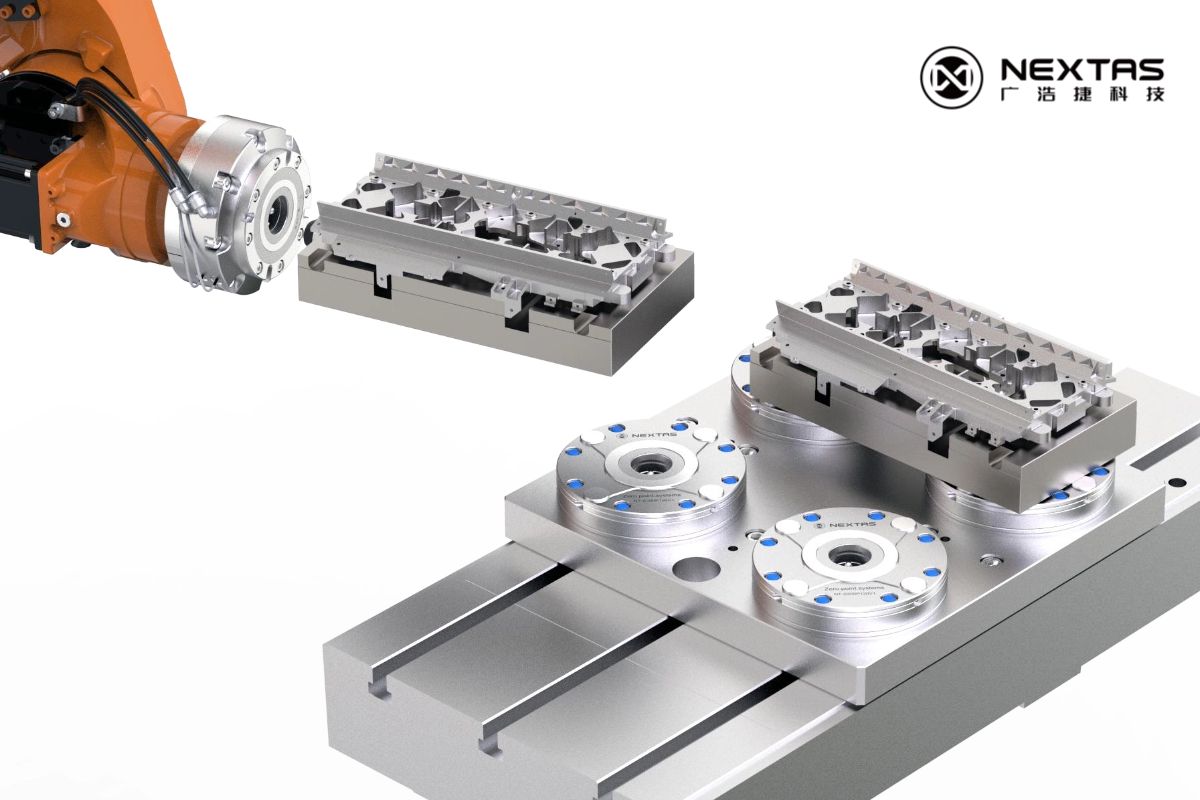
- Préparation hors ligne : assemblez les montages à un poste de préparation pendant que la broche continue de couper. Les palettes point zéro se changent en quelques secondes, pas en minutes.
- Cohérence multi-opérations : déplacez une pièce de la CNC à la MMT, à l'EDM, à la découpe par fil et retour — sans perdre votre référence zéro.
- Temps de première pièce réduit : lorsque le montage revient toujours à la même position, la vérification par palpeur remplace le contrôle manuel.
- Aptitude à l'automatisation : les changeurs de palettes robotisés et les cellules FMS dépendent d'un retour de référence déterministe. Si la répétabilité dérive, la cellule s'arrête.
Le coût d'une mauvaise répétabilité
Chaque minute supplémentaire passée à régler un montage coûte du temps de broche. Si votre atelier fonctionne en 3 équipes et que chaque changement ajoute 10 minutes de réajustement, c'est 30 minutes par jour — soit plus de 180 heures par an de production perdue par machine. À un taux horaire d'atelier typique, cela représente directement des dizaines de milliers d'euros de marge perdue.
2) Conception de la surface de référence : la base
La surface de référence est l'endroit où le montage rencontre la table machine (ou la plaque support, ou la palette). Chaque micron d'erreur à cette interface se propage directement à la pièce. Deux principes de conception priment :
Géométrie conique autocentreuse
Les interfaces plan contre plan reposent sur le frottement et le contact des arêtes. Sur des milliers de cycles, la micro-usure et la contamination par les copeaux provoquent un « flottement » — le montage se déplace légèrement à chaque ré-accostage. Le positionnement conique (utilisé dans les mandrins point zéro NEXTAS) résout ce problème en guidant le tirant dans un siège conique qui s'autocentre lors de l'application de la force de bridage. Le cône élimine les micro-jeux et fournit un mécanisme de localisation naturel et répétable.

Dureté du matériau et résistance à l'usure
Les surfaces de référence doivent être plus dures que tout copeau ou débris susceptible de s'y déposer. Les mandrins point zéro NEXTAS utilisent un acier inoxydable trempé (généralement 58–62 HRC) pour l'interface de bridage. Cela empêche les micro-empreintes des copeaux et maintient la précision géométrique sur des dizaines de milliers de cycles de bridage.
Règle de conception : si le matériau de votre interface de référence est plus tendre que les copeaux du matériau de la pièce, la répétabilité se dégradera avec le temps. Des interfaces en acier inoxydable trempé ou en acier à outils trempé sont le minimum pour des objectifs de répétabilité sous 5 µm.
3) Préparation des surfaces et discipline de nettoyage
L'interface de référence la mieux usinée devient inutile si un copeau de 10 µm s'intercale entre les surfaces de contact. La préparation des surfaces est l'endroit où beaucoup d'ateliers perdent de la répétabilité sans s'en rendre compte.
Protocole de nettoyage avant accostage
- Soufflage à l'air : utilisez de l'air d'atelier propre, sec et filtré (minimum 0,5 MPa) pour souffler la cavité du mandrin et le logement du tirant avant chaque accostage. L'humidité dans la ligne d'air dépose des résidus — utilisez un filtre coalescent.
- Essuyage : pour les travaux critiques, faites suivre le soufflage d'un essuyage avec un chiffon non pelucheux humidifié d'un solvant à évaporation rapide (alcool isopropylique ou nettoyant dédié).
- Inspection visuelle : un contrôle visuel rapide du cône du tirant et de l'alésage du mandrin prend 5 secondes et détecte les copeaux que l'air seul n'a pas éliminés.
Protection contre les copeaux par conception
La prévention vaut mieux que le nettoyage. Les mandrins point zéro NEXTAS intègrent des alésages de mandrin scellés avec purge d'air intégrée. Une légère surpression maintient le mécanisme interne exempt de fluide de coupe et de copeaux pendant l'usinage. Quand le mandrin est vide (tirant retiré), l'alésage reste protégé — le cycle de bridage suivant commence propre.
4) Gestion thermique pour une précision sous 5 µm
L'acier se dilate d'environ 11,7 µm/m/°C. Pour une plaque de montage de 300 mm, un changement de 1 °C produit environ 3,5 µm de décalage dimensionnel — déjà une fraction importante de votre budget <0,003 mm. La gestion thermique n'est pas optionnelle à ce niveau de tolérance.
Règles thermiques pratiques
- Stabiliser avant mesure : après une passe d'ébauche lourde, montage et pièce sont chauds. Laissez 15–30 minutes de stabilisation (ou lancez une passe de finition avec arrosage) avant de prendre des mesures critiques.
- Température de fluide de coupe stable : si la température de votre fluide de coupe varie de ±3 °C dans la journée, les dimensions de votre montage varient avec. Un refroidisseur ou un système de fluide à température régulée s'amortit par la réduction des rebuts.
- Routine de chauffe machine : faites tourner broche et axes en cycle de chauffe avant la vérification de première pièce. La plupart des machines CNC ont besoin de 20–40 minutes pour atteindre l'équilibre thermique.
- Conception de montage symétrique : une plaque de montage symétrique se dilate uniformément. Une conception asymétrique crée une croissance thermique différentielle qui décale la référence de façon imprévisible.
Conseil pratique : si la température de votre atelier varie de plus de ±2 °C dans la journée, les effets thermiques domineront votre erreur de répétabilité. Investir dans la climatisation de la zone machine est souvent moins coûteux que de chercher la tolérance avec un meilleur outillage.
5) Stratégie de force de bridage : suffisante mais pas excessive
La force de bridage doit accomplir deux choses : tenir la pièce solidement face aux efforts de coupe et asseoir pleinement l'interface de référence. Mais une force excessive introduit ses propres problèmes — déformation élastique du montage ou de la pièce qui décale la référence au desserrage.
Autoblocage mécanique pour une force régulière
Le bridage pneumatique ou hydraulique peut varier avec la pression d'alimentation. L'autoblocage mécanique (ressort + bille acier) utilisé dans les systèmes point zéro NEXTAS fournit une force de bridage fixe et répétable, quelles que soient les fluctuations d'air. Le circuit pneumatique n'ouvre que le mandrin ; le pack de ressorts assure le serrage. La force de bridage est donc identique au premier cycle et au dix-millième.
Budget de déformation
Pour des pièces à parois minces ou des plaques de montage légères, calculez la déformation élastique sous force de bridage avec la théorie des poutres ou l'analyse FEA. Si la déformation dépasse votre objectif de répétabilité, il vous faut soit plus de points d'appui, soit une stratégie de bridage à plus faible force (p. ex. assistance par vide, mors conformes ou bridage distribué).
6) Systèmes de bridage point zéro pour <0,003 mm
Un système de bridage point zéro bien conçu intègre tous les principes précédents dans une interface unique et standardisée. Voici comment la gamme NEXTAS se positionne face aux objectifs de répétabilité :
| System | Répétabilité | Force de bridage | Caractéristique clé | Meilleure application |
|---|---|---|---|---|
| P85 | <0.003 mm | 4,000 N | Compact, compatible 5 axes | Petites électrodes, pièces de précision |
| P120 | <0.003 mm | 12,000 N | Cheval de bataille du fraisage standard | CNC général, palettes de montage |
| P195 | <0.003 mm | 40,000 N | Tirage haute capacité | Grandes pièces, ébauche agressive |
| Série BDS | <3 µm | 60,000 N | Positionnement ultra-précis | Cellules à tolérances serrées, montages d'inspection |
Tous les mandrins point zéro NEXTAS partagent ces caractéristiques favorisant la répétabilité :
- Autocentrage conique pour un retour cohérent à la référence
- Interfaces en acier inoxydable trempé (58–62 HRC) pour une stabilité géométrique à long terme
- Autoblocage mécanique pour une force de bridage indépendante de la pression
- Purge d'air intégrée pour la protection contre copeaux et fluide de coupe
- Contrôle d'accostage (vérification d'étanchéité) pour la fiabilité en automatisation
7) Protocole de vérification en atelier
Les annonces d'une fiche technique ne remplacent pas une vérification sur votre machine, avec votre montage, dans les conditions de votre atelier. Voici un protocole étape par étape pour confirmer la répétabilité <0,003 mm :
Matériel requis
- Comparateur (DTI) à résolution 1 µm, ou palpeur monté machine
- Barre étalon calibrée ou bague étalon montée sur le montage
- Feuille d'enregistrement (ou enregistreur numérique)
Procédure
- Installez la plaque de base point zéro sur la table machine. Vérifiez qu'elle est plane et serrée au couple spécifié.
- Montez le montage de test (avec barre étalon) sur le système point zéro. Bridez complètement.
- Mettez le comparateur à zéro sur deux points orthogonaux (X et Y) de la barre étalon.
- Notez la lecture initiale.
- Desserrez, soulevez le montage complètement hors des récepteurs point zéro, et ré-accostez. Bridez à nouveau.
- Notez les nouvelles lectures du comparateur en X et Y.
- Répétez les étapes 5–6 au moins 20 fois. Plus de cycles donnent une confiance statistique plus élevée.
- Calculez : étendue = lecture max − lecture min. Pour la classe <0,003 mm, l'étendue doit être ≤0,004 mm en X comme en Y.
Astuce pro : faites le test en début de poste (machine froide) puis 2 heures après le démarrage de la production (machine chaude). Si les résultats à chaud diffèrent sensiblement de ceux à froid, les effets thermiques dominent votre budget de répétabilité.
8) Tueurs courants de répétabilité et solutions
Besoin d'un audit de répétabilité pour votre configuration ? Envoyez-nous votre modèle de machine, le plan de montage et l'objectif de tolérance — nous étudierons votre stratégie de référence et proposerons des améliorations.