<0,003 mm. Son dos micrómetros — aproximadamente 1/50 del ancho de un cabello humano. En sujeción CNC, esta cifra separa a los talleres capaces de entregar piezas de tolerancia cerrada con confianza de aquellos que pierden horas reajustando, reprobando y repitiendo primeras piezas. Si mecaniza soportes aeroespaciales, implantes médicos, dispositivos para semiconductores o insertos de molde, la repetibilidad inferior a 5 µm no es opcional: es el mínimo que esperan sus clientes.
Pero la repetibilidad no se logra solo comprando un plato de calidad premium. Es un resultado a nivel de sistema: la geometría de la interfaz, el estado de la superficie, el estado térmico, la fuerza de amarre y el método de verificación contribuyen todos. Si falla cualquiera de ellos, su sistema de «<0,003 mm» deriva a ±0,01 mm o peor.
Esta guía repasa todos los factores que determinan la repetibilidad de la sujeción y le ofrece un protocolo práctico para verificarla en su propio taller.
Puntos clave (vistazo rápido)
- El estado de la superficie de referencia es el factor n.º 1: superficies limpias, templadas y sin daños son innegociables.
- La disciplina térmica importa: 1 °C en un utillaje de acero de 300 mm = ~3,5 µm de desplazamiento.
- La fuerza de amarre debe ser suficiente para resistir las cargas de corte, pero controlada para evitar distorsión de la pieza.
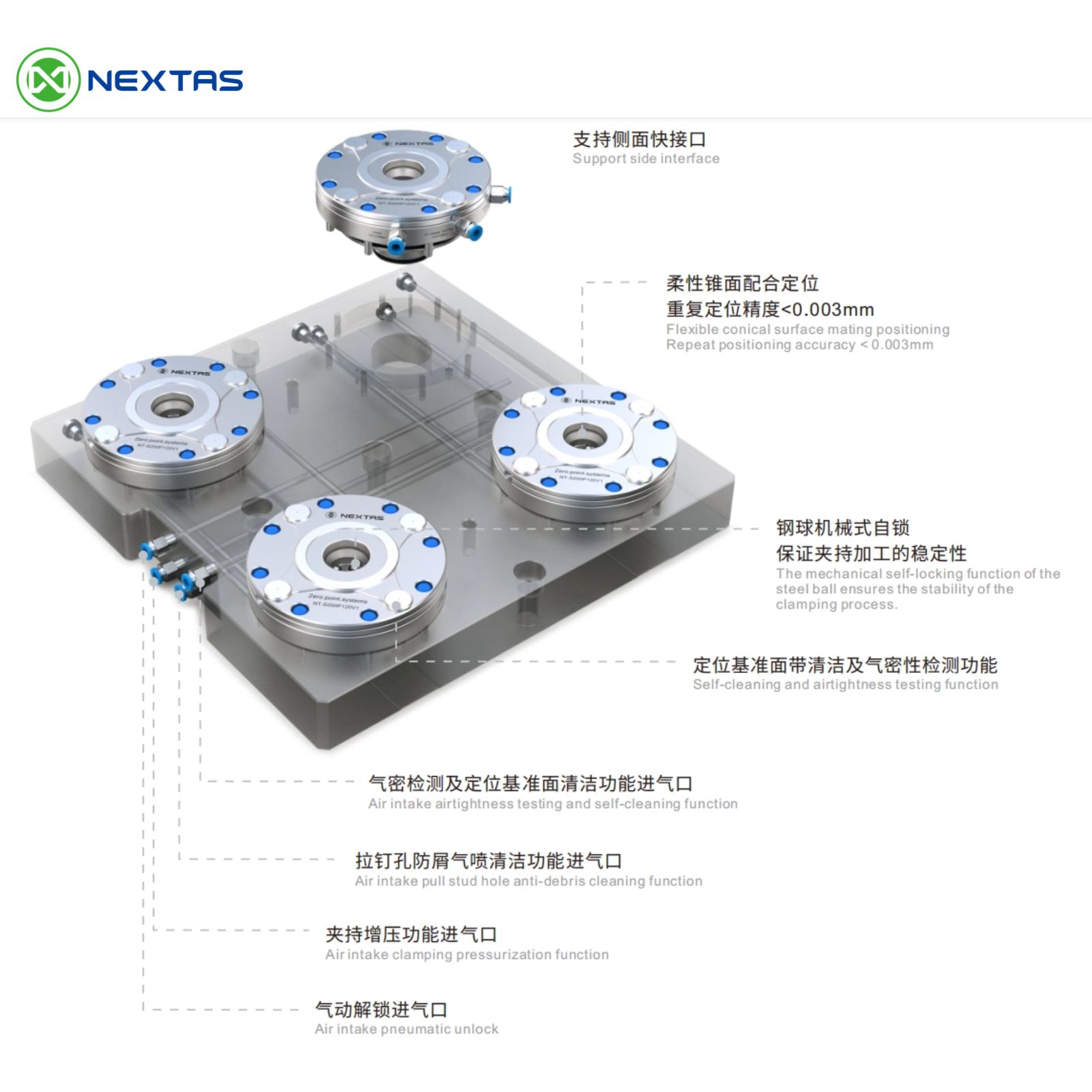
- Los sistemas punto cero con posicionamiento cónico aportan un autocentraje inherente para un retorno repetible a la referencia.
- Verifique, no suponga: realice un ensayo de 20 ciclos de asentamiento/desasentamiento con un comparador (DTI) o sonda de contacto antes de la producción.
1) Por qué importa la repetibilidad <0,003 mm
Repetibilidad en sujeción significa: ¿puede retirar una paleta o un utillaje de la máquina y volver a asentarlo en la misma posición de referencia dentro de una banda de tolerancia definida? Para la clase <0,003 mm, el rango total a lo largo de muchos ciclos de asentamiento/desasentamiento debe mantenerse dentro de 0,004 mm (4 µm).
Qué permite
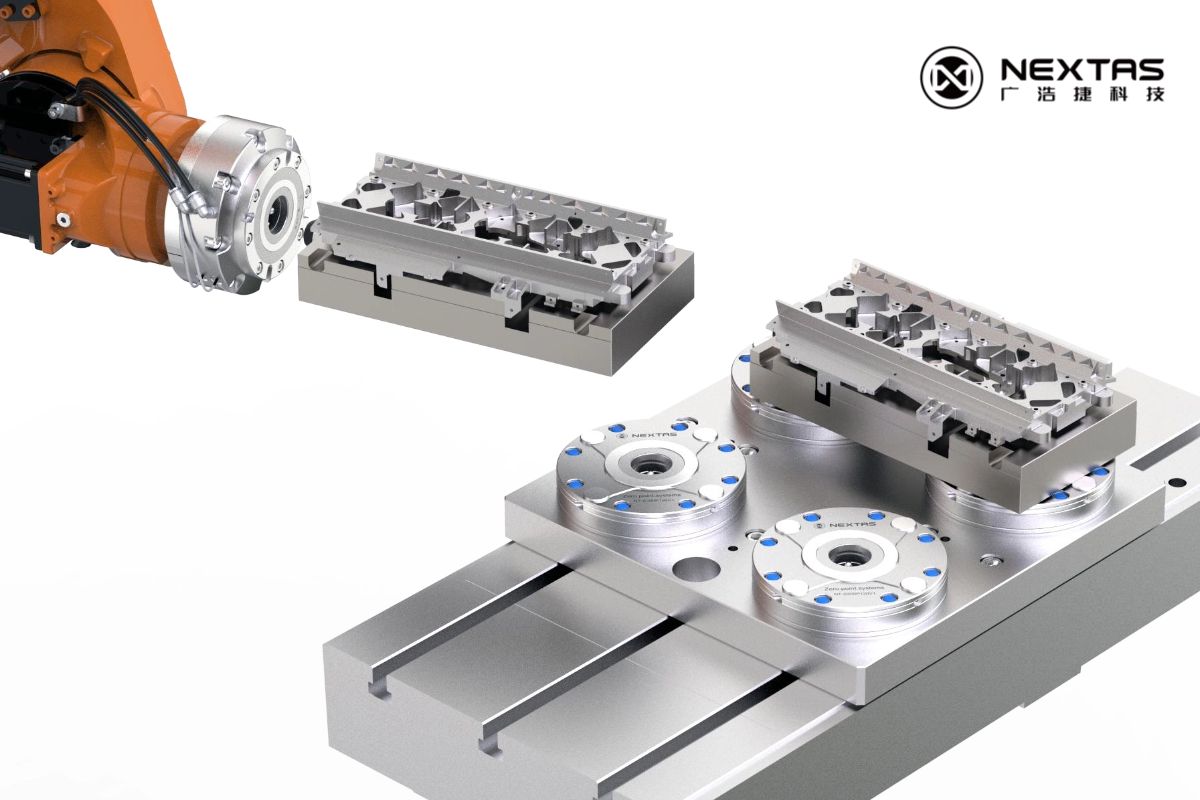
- Preparación offline: monte utillajes en un puesto de preparación mientras el husillo sigue cortando. Las paletas punto cero se cambian en segundos, no minutos.
- Consistencia entre operaciones: mueva una pieza de CNC a CMM, a EDM, a corte por hilo y de vuelta, sin perder la referencia cero.
- Menor tiempo de primera pieza: cuando el utillaje siempre vuelve al mismo punto, la verificación con sonda sustituye al ajuste manual.
- Listo para automatización: los cambiadores robóticos de paletas y las células FMS dependen de un retorno determinista a la referencia. Si la repetibilidad se desvía, la célula se detiene.
El coste de una mala repetibilidad
Cada minuto extra reajustando un utillaje cuesta tiempo de husillo. Si su taller trabaja a 3 turnos y cada cambio añade 10 minutos de reajuste, son 30 minutos al día — más de 180 horas al año de producción perdida por máquina. A una tarifa típica de taller, eso se traduce directamente en decenas de miles de euros de margen perdido.
2) Diseño de la superficie de referencia: la base
La superficie de referencia es donde el utillaje se encuentra con la mesa de la máquina (o subplato, o paleta). Cada micra de error en esta interfaz se propaga directamente a la pieza. Dos principios de diseño son los más importantes:
Geometría cónica autocentrante
Las interfaces planas plano contra plano dependen de la fricción y del contacto en los bordes. A lo largo de miles de ciclos, el microdesgaste y la contaminación por viruta provocan «flotación»: el utillaje se desplaza ligeramente cada vez que se vuelve a asentar. El posicionamiento cónico (como el utilizado en los platos punto cero NEXTAS) lo resuelve guiando el perno tractor hacia un asiento cónico que se autocentra al aplicar la fuerza de amarre. El cono elimina las microholguras y proporciona un mecanismo de localización natural y repetible.

Dureza del material y resistencia al desgaste
Las superficies de referencia deben ser más duras que cualquier viruta o residuo que pueda depositarse sobre ellas. Los platos punto cero de NEXTAS utilizan acero inoxidable templado (típicamente 58–62 HRC) para la interfaz de amarre. Esto evita las microhuellas de las virutas y mantiene la precisión geométrica a lo largo de decenas de miles de ciclos de amarre.
Regla general de diseño: si el material de su superficie de referencia es más blando que las virutas del material de la pieza, la repetibilidad se degradará con el tiempo. Las interfaces de acero inoxidable templado o acero de herramientas templado son el mínimo para objetivos de repetibilidad inferior a 5 µm.
3) Preparación de superficies y disciplina de limpieza
La interfaz de referencia mejor mecanizada se vuelve inútil si una viruta de 10 µm se interpone entre las superficies en contacto. La preparación de superficies es donde muchos talleres pierden repetibilidad sin darse cuenta.
Protocolo de limpieza antes del asentamiento
- Soplado con aire: use aire de taller limpio, seco y filtrado (mínimo 0,5 MPa) para soplar la cavidad del plato y el alojamiento del perno tractor antes de cada asentamiento. La humedad en la línea de aire deposita residuos: utilice un filtro coalescente.
- Limpiado: para trabajos críticos, tras el soplado pase un paño sin pelusa humedecido con un disolvente de evaporación rápida (alcohol isopropílico o limpiador específico para utillaje).
- Inspeccione visualmente: una revisión visual rápida del cono del perno tractor y del agujero del plato dura 5 segundos y detecta virutas que el aire por sí solo no eliminó.
Protección contra virutas por diseño
La prevención supera a la limpieza. Los platos punto cero de NEXTAS incorporan agujeros de plato sellados con purga de aire integrada. Una pequeña presión de aire positiva mantiene el mecanismo interno libre de refrigerante y virutas durante el mecanizado. Cuando el plato está vacío (sin perno), el agujero permanece protegido, de modo que el siguiente ciclo de amarre empieza limpio.
4) Gestión térmica para precisión inferior a 5 µm
El acero se dilata aproximadamente 11,7 µm/m/°C. Para una placa de utillaje de 300 mm, un cambio de temperatura de 1 °C produce alrededor de 3,5 µm de desplazamiento dimensional, ya una fracción significativa de su presupuesto de <0,003 mm. La gestión térmica no es opcional a este nivel de tolerancia.
Reglas térmicas prácticas
- Estabilice antes de medir: después de un desbaste intenso, utillaje y pieza están calientes. Permita 15–30 minutos de estabilización (o ejecute una pasada de acabado con refrigerante) antes de tomar mediciones críticas.
- Temperatura de refrigerante constante: si la temperatura de su refrigerante varía ±3 °C a lo largo del día, las dimensiones del utillaje varían con ella. Un enfriador o un sistema de refrigerante controlado por temperatura se amortiza con la reducción del rechazo.
- Rutina de calentamiento de la máquina: haga circular husillo y ejes en un ciclo de calentamiento antes de la verificación de la primera pieza. La mayoría de las máquinas CNC necesitan 20–40 minutos para alcanzar el equilibrio térmico.
- Diseño de utillaje simétrico: una placa de utillaje simétrica se dilata uniformemente. Un diseño asimétrico crea un crecimiento térmico diferencial que desplaza la referencia de forma impredecible.
Consejo práctico: si la temperatura de su taller varía más de ±2 °C a lo largo del día, los efectos térmicos dominarán su error de repetibilidad. Invertir en climatización del área de máquinas suele ser más barato que perseguir tolerancia con mejor utillaje.
5) Estrategia de fuerza de amarre: suficiente pero no excesiva
La fuerza de amarre debe lograr dos cosas: sujetar la pieza con seguridad frente a las cargas de corte y asentar plenamente la interfaz de referencia. Pero una fuerza excesiva introduce sus propios problemas: deformación elástica del utillaje o de la pieza que desplaza la referencia al liberar.
Autobloqueo mecánico para una fuerza constante
El amarre neumático o hidráulico puede variar con la presión de suministro. El autobloqueo mecánico (muelle + bola de acero) empleado en los sistemas punto cero de NEXTAS ofrece una fuerza de amarre fija y repetible independientemente de las fluctuaciones del suministro de aire. El circuito neumático solo abre el plato; el paquete de muelles hace el amarre. Esto significa que la fuerza de amarre es la misma en el primer ciclo y en el ciclo diezmilésimo.
Presupuesto de deformación
Para piezas de pared delgada o placas de utillaje ligeras, calcule la deformación elástica bajo la fuerza de amarre con la teoría básica de vigas o FEA. Si la deformación supera su objetivo de repetibilidad, necesita más puntos de apoyo o una estrategia de amarre de menor fuerza (p. ej., asistencia por vacío, mordazas conformes o amarre distribuido).
6) Sistemas de amarre punto cero para <0,003 mm
Un sistema de amarre punto cero bien diseñado integra todos los principios anteriores en una única interfaz estandarizada. Así se relaciona la gama NEXTAS con los objetivos de repetibilidad:
| System | Repetibilidad | Fuerza de amarre | Característica clave | Mejor aplicación |
|---|---|---|---|---|
| P85 | <0.003 mm | 4,000 N | Compacto, apto para 5 ejes | Electrodos pequeños, piezas de precisión |
| P120 | <0.003 mm | 12,000 N | Caballo de batalla en fresado estándar | CNC general, paletas de utillaje |
| P195 | <0.003 mm | 40,000 N | Tracción de gran resistencia | Piezas grandes, desbaste agresivo |
| Serie BDS | <3 µm | 60,000 N | Posicionamiento de ultraprecisión | Células de tolerancia cerrada, utillajes de inspección |
Todos los platos punto cero de NEXTAS comparten estas características que habilitan la repetibilidad:
- Autocentraje cónico para un retorno coherente a la referencia
- Interfaces de acero inoxidable templado (58–62 HRC) para estabilidad geométrica a largo plazo
- Autobloqueo mecánico para una fuerza de amarre independiente de la presión
- Purga de aire integrada para protección frente a virutas y refrigerante
- Comprobación de asentamiento (verificación de hermeticidad) para fiabilidad en automatización
7) Protocolo de verificación en el taller
Las cifras de una ficha técnica no sustituyen a la verificación en su máquina, con su utillaje y bajo las condiciones de su taller. Este es un protocolo paso a paso para confirmar la repetibilidad <0,003 mm:
Equipo necesario
- Comparador (DTI) con resolución de 1 µm, o sonda de contacto montada en máquina
- Barra de prueba calibrada o galga de anillo montada en el utillaje
- Hoja de registro de datos (o registrador digital)
Procedimiento
- Instale la placa base punto cero en la mesa de la máquina. Verifique que esté plana y apretada al par especificado.
- Monte el utillaje de prueba (con barra de prueba) sobre el sistema punto cero. Amarre completamente.
- Ponga a cero el comparador en dos puntos ortogonales (X e Y) de la barra de prueba.
- Anote la lectura inicial.
- Desamarre, levante el utillaje completamente fuera de los receptores punto cero y vuelva a asentarlo. Amarre de nuevo.
- Anote las nuevas lecturas del comparador en X e Y.
- Repita los pasos 5–6 al menos 20 veces. Más ciclos dan mayor confianza estadística.
- Calcule: Rango = lectura máxima − lectura mínima. Para la clase <0,003 mm, el rango debe ser ≤0,004 mm tanto en X como en Y.
Consejo profesional: realice la prueba al inicio de un turno (máquina fría) y de nuevo a las 2 horas de producción (máquina caliente). Si los resultados en caliente difieren mucho de los resultados en frío, los efectos térmicos dominan su presupuesto de repetibilidad.
8) Enemigos comunes de la repetibilidad y soluciones
¿Necesita una auditoría de repetibilidad para su configuración? Envíenos el modelo de su máquina, la disposición del utillaje y el objetivo de tolerancia — revisaremos su estrategia de referencia y recomendaremos mejoras.