Empfohlener Halter & Zubehör
ITS-Elektrodenhalter + Master-Halter
Vorteil
Schnelle Wechsel mit konstanter Z-Referenz
Hinweise
Bei Graphitschlamm vor dem Spannen Luftstoß/Purge

Das NEXTAS E-Serie Spannfutter ist eine präzise Datumspannplattform für EDM und automatisierte Positionierung. Im aktuellen Katalog sind Model-100-Ausführungen als Standard-, Winkel-, Seiten-Vertikal- und EDM-Version gelistet, um wiederholgenaue Referenzübergaben über EDM-, WEDM-, Schleif- und Prüfprozesse hinweg zu standardisieren.
Wir gleichen Ihre Prozessdaten mit einer passenden Konfiguration, relevanten Katalogoptionen und dem richtigen Kontaktweg für diese Produktseite ab.
Nennen Sie Maschinenmodell, Tisch- oder Spindelschnittstelle, verfügbaren Bauraum und ob es sich um Retrofit oder Neuanlage handelt.
Teilen Sie Teilegröße, Material, aktuelles Spannkonzept, Stückzahlbereich und den Einsatz für Bearbeitung, Prüfung oder Transfer mit.
Bitte Wiederholgenauigkeit, Spannkraftbedarf, Palettenkonzept, Robotik-Übergabe und den ersten Engpass bei der Taktzeit angeben.
Das NEXTAS E-Serie Spannfutter arbeitet als Datum-Transferplattform für hochpräzises Spannen und wiederholgenaues Referenzieren. Das pneumatische Lösen öffnet den Spannmechanismus zum Beladen, während die mechanische Selbstverriegelung nach dem Entlüften die Schnittstelle sichert. In der Praxis ermöglicht dies eine stabile Z-Referenz, schnellere Rüstwechsel und planbarere Automation.

Die im Katalog gelisteten E-Series-Varianten verwenden gehärtete Edelstahlkörper, selbstreinigende Bezugsflächen, Dichtheitsprüfung der Positionierung und Reinigungsfunktionen für die Innenbohrung. Je nach Aufbau stehen horizontale, rechtwinklige, seitenvertikale und EDM-orientierte Varianten zur Verfügung.
Katalogbasierter Überblick über die aktuell gelisteten E-Series-Model-100-Varianten.
| Parameter | Kataloggelistete Varianten |
|---|---|
| Modellfamilie | NT-S100P100V1 / NT-S100P100V2 / NT-S100P100V3 / NT-S100P80V1 |
| Positionierkonzept | Mechanisch selbstverriegelndes Datumspannsystem mit pneumatischem Lösen |
| Wiederholpositioniergenauigkeit | <0,003 mm |
| Spannkraft | >6,000 N (NT-S100P100V1 / V2 / V3), 4,000 N (NT-S100P80V1) |
| Spannlast | 15 kg bei NT-S100P80V1 gelistet |
| Betriebsdruck | 0,5–0,8 MPa |
| Passender Zugbolzen | NT-S200P55V2 |
| Material | Gehärteter Edelstahl |
| Gewichtsbereich | 2,0 kg / 5,3 kg / 7,1 kg / 17,7 kg je nach Variante |
| Modell | Konfiguration | Wiederholgenauigkeit | Spannkraft | Druck | Gewicht |
|---|---|---|---|---|---|
| NT-S100P100V1 | Modell 100 Pneumatik-Spannfutter | <0,003 mm | >6,000 N | 0,5–0,8 MPa | 5,3 kg |
| NT-S100P100V2 | Modell 100 seitlich-vertikales Pneumatik-Spannfutter | <0,003 mm | >6,000 N | 0,5–0,8 MPa | 7,1 kg |
| NT-S100P100V3 | Modell 100 rechtwinkliges Pneumatik-Spannfutter | <0,003 mm | >6,000 N | 0,5–0,8 MPa | 17,7 kg |
| NT-S100P80V1 | EDM-Pneumatik-Spannfutter | <0,003 mm | 4,000 N / 15 kg Last | 0,5–0,8 MPa | 2,0 kg |
Model-100-Variantenmatrix
Wenn Sie einen EDM-Elektroden-Workflow oder eine palletisierte Automationszelle standardisieren, behandeln Sie die E-Series als Datumplattform statt als generisches Spannfutter. Wählen Sie die Variante nach Maschinenzugang, Indexierrichtung, Halterstil und erforderlicher Last und bestätigen Sie dann die Halter-/Zugbolzenkombination vor der Standardisierung über mehrere Maschinen hinweg.
Long-Tail-Keywords: E-Series-Datumspannsystem für EDM-Elektroden, pneumatisches Datumspannsystem im ITS-50-Stil, Spannfutter mit <0,003 mm Wiederholgenauigkeit, EDM-Spannsystem aus gehärtetem Edelstahl, seitenvertikales EDM-Spannsystem, rechtwinkliges pneumatisches Spannsystem, automatisiertes Paletten-Datumspannsystem.

Die korrosionsbeständige Konstruktion und hohe Präzision machen es zum Industriestandard für das Halten von Elektroden und Werkstücken beim Senk- und Drahterodieren.

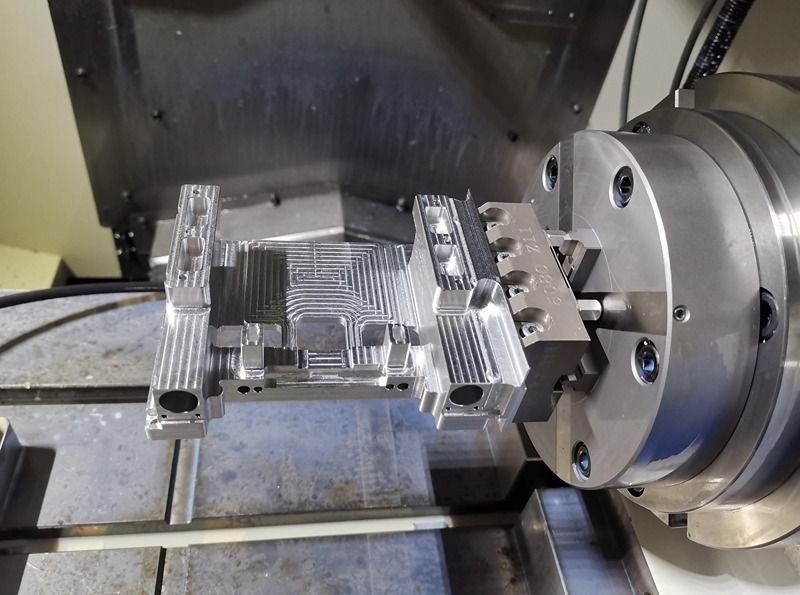
Bietet eine starre, stabile Basis für Hochgeschwindigkeitsfräsoperationen. Werkstücke können offline auf Paletten vorgerüstet und schnell in die Maschine geladen werden, was die Spindellaufzeit maximiert.
Die hohe Wiederholgenauigkeit ist entscheidend für Präzisionsschleifoperationen und gewährleistet genaue Ergebnisse für engste Toleranzen und hochwertige Oberflächen.

Die Fähigkeit, ein Werkstück auf demselben Halter zwischen verschiedenen Technologien zu bewegen, ist ein Wendepunkt, der die Durchlaufzeiten drastisch reduziert und die Genauigkeit verbessert.
Wiederholgenauigkeit in der Automation ist ein Systemergebnis: saubere Luft, saubere Bezugsflächen und eine stabile Referenzroutine. Nutzen Sie die Checkliste unten, um eine Leistung im Bereich <0,003 mm über Tausende von Zyklen planbar zu halten.
Tipp: In Roboterzellen Spannbestätigung + Drucküberwachung in die SPS/PLC verriegeln, damit der Roboter erst bei sicher verriegeltem Futter weiterfährt.


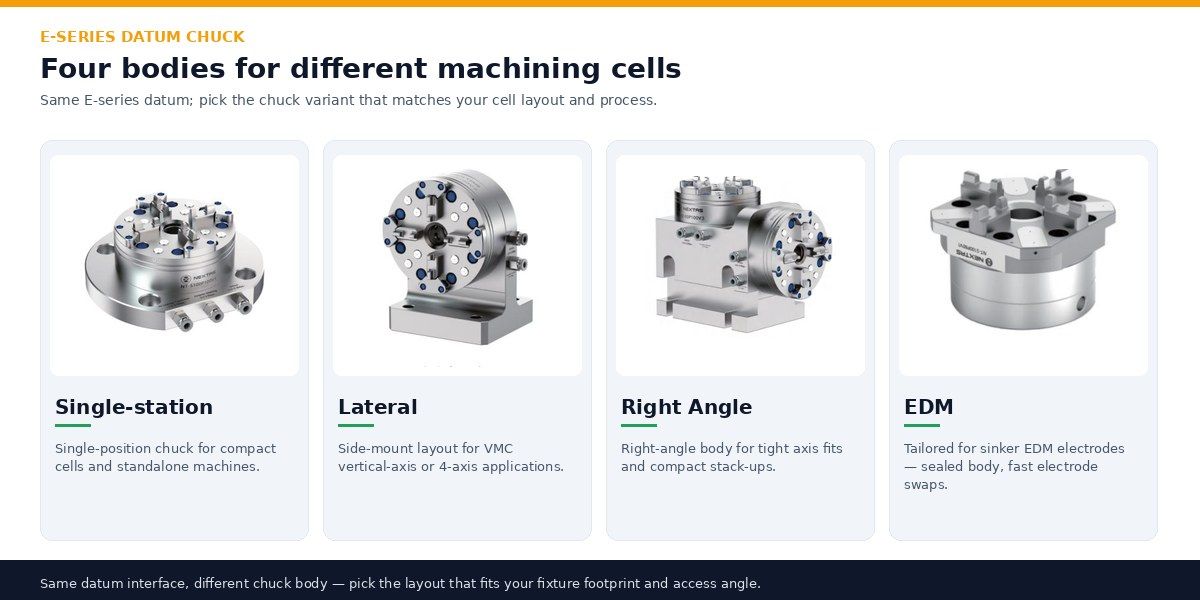
E-SERIES VARIANTEN
Single-station, Lateral, Right Angle oder EDM — dieselbe E-Series-Schnittstelle, ausgewählt nach Maschinenlayout und Prozess.
Diese Referenz behandelt die Auswahl der passenden E-Series-EDM-Automationsfutter-Variante, die Integration in Ihre Senk-, Draht-EDM- oder Schleifzelle und die Sicherstellung einer stabilen Z-Bezugs-Wiederholgenauigkeit über Tausende unbeaufsichtigter Elektrodenwechsel.
Benötigen Sie ein Montagemuster für Ihren EDM-Tisch, einen ITS-50-Halter-Kompatibilitätscheck oder ein Druckluft-Layout?
Kontaktieren Sie unsAls Einkaufs-/FAT-/SAT-Checkliste: Wiederholgenauigkeit, Klemm-Zuverlässigkeit und saubere Anlageflächen für unbeaufsichtigte EDM-Automation absichern.
Für Ihre Anfrage: Maschinenmodell(e), EDM/KSM-Umgebung, Holder/Palettenstandard (ITS 50), erwartete Zyklen sowie gewünschte Klemm-I/O. Wir empfehlen Ports, Ventile und Wartungsintervalle.
Der aktuelle Katalog nennt <0,003 mm Wiederholpositioniergenauigkeit für NT-S100P100V1, NT-S100P100V2, NT-S100P100V3 und NT-S100P80V1.
Das System nutzt pneumatisches Lösen mit mechanischer Selbstverriegelung. Im Katalog sind >6,000 N für die primären Model-100-Varianten gelistet; NT-S100P80V1 ist mit 4,000 N und 15 kg Spannlast angegeben.
Ja – diese Seite positioniert die E-Series für ITS-50- / ER-036345-ähnliche Integration. Vor dem Rollout sollten Haltersitz, Zugbolzenwahl und Maschinenschnittstelle für Ihre konkrete Anwendung bestätigt werden.
Für Senkerodieren, Elektrodenbearbeitung, Draht-EDM-Palettierung, Schleifen sowie Mess-/Prüfprozesse mit stabiler Z-Referenz.
Integrierte Luftstoßkanäle reinigen die Kontaktflächen beim Lösen. In stark verschmutzter EDM-Umgebung helfen zusätzliche Spül-/Wischzyklen.
Saubere, trockene Luft bei 6 ± 1 bar mit Filtration (ca. 5 µm) und Kondensatableitung/Trockner schützt Dichtungen und sorgt für konstante Betätigung.
Standardisieren Sie ITS-Halter und definieren Sie eine Master-Lehre/Referenzhalter. Einmal einrichten, anschließend Datum regelmäßig über die Master-Lehre verifizieren.
Ja – mit Spannbestätigung (Sensor oder Druck-Interlock), damit der Roboter nur bei sicher verriegeltem Zustand weiterarbeitet.
Planheit und Steifigkeit sicherstellen, Verspannungen durch ungleichmäßiges Anziehen vermeiden und nach 20–50 Zyklen die Wiederholgenauigkeit verifizieren.
Referenzflächen regelmäßig reinigen, Luftstoß vor dem Spannen nutzen und Dichtungen/Federn planmäßig prüfen – besonders bei Dielektrikum und Graphitstaub.
Standardartikel aus dem Katalog werden in der Regel 4–6 Wochen nach Bestätigung der Bestellung versendet. Sonderspezifikationen, abgestimmte Paare oder konfigurierte Sets verlängern die Zeit um 1–2 Wochen. Die verbindliche Lieferzeit wird schriftlich bestätigt, sobald Stückliste und Seriennummernkonfiguration festgelegt sind.
Jede Einheit wird mit einem werkseitigen Prüfprotokoll gemäß den gelisteten Spezifikationen geliefert – geometrische Genauigkeit, Wiederholgenauigkeit und Spannkraftwerte, wo anwendbar. Materialzertifikate, Kalibrierunterlagen und schriftliche Garantiebedingungen sind auf Anfrage bei der Bestellung verfügbar.
Entdecken Sie weitere Lösungen, die das E-Serie Futter ergänzen und Ihre Produktionslinie verbessern.

Ein vielseitiges Spannfutter für verschiedene Bearbeitungsanwendungen mit robuster Spannkraft und Zuverlässigkeit.
Details ansehen
Zentriert Werkstücke unterschiedlicher Größe präzise für genaue Fräs- und Bohroperationen.
Details ansehen
Maximieren Sie die Maschinenlaufzeit mit automatischen Palettenwechseln für eine kontinuierliche Produktion.
Details ansehenErhalten Sie Einblicke von unseren Experten, wie Sie Ihre Fertigungsprozesse optimieren können.

Effizienz-Tipps

Produktivität

Expertenwissen
Schnelles Angebot
Drei Felder genügen – unsere Ingenieure antworten innerhalb eines Werktags mit Preis und Konfigurationsempfehlung.