Sehen Sie, wie das Empfängermodul schnellen Vorrichtungswechsel, wiederholgenaues Spannen und automatisierungsbereite Werkstückspannung unterstützt.
Kernverriegelungstechnologie
Nullpunktspannsystem & Nullpunkt-Spannsysteme
Der Motor für Schnellwechsel-Effizienz
Das Nullpunktspannsystem von NEXTAS standardisiert Positionierung und Verriegelung über Vorrichtungen, Paletten und Maschinentische hinweg. Es reduziert Streuungen beim Rüsten und unterstützt schnellere, wiederholgenauere Wechsel in manueller wie automatisierter Fertigung.
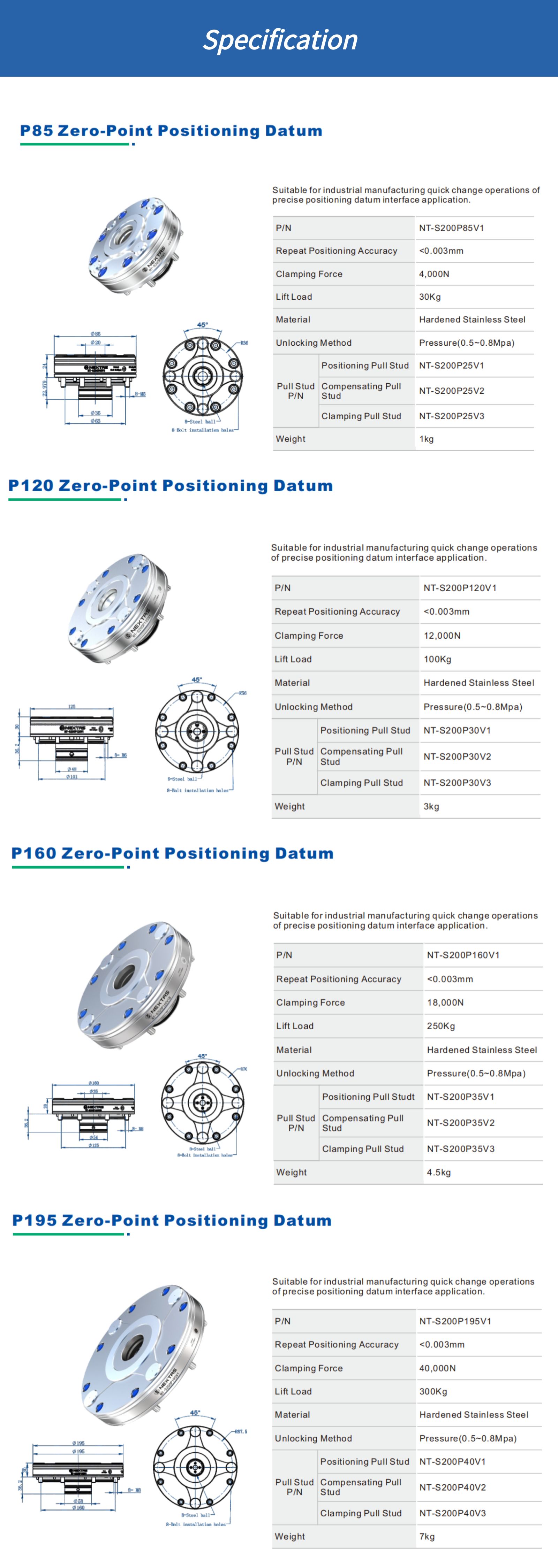
Wiederholgenauigkeit im Mikrometerbereich: Garantiert eine wiederholbare Positioniergenauigkeit von ≤ 0,003 mm für konstante Qualität.
Ausfallsichere mechanische Verriegelung: Spannt mit kraftvoller Federkraft, sodass Werkstücke auch bei Druckluftverlust sicher verriegelt bleiben.
Enorme Spannkraft: Bietet hohe Steifigkeit, um anspruchsvollsten Bearbeitungen ohne Vibrationen standzuhalten.
Automationsbereit: Ausgelegt für direkte Einbindung in Robotik, mit Anschlüssen für Steuerung, Reinigung und Statuserkennung.
Schnelle Projektübergabe
Aufnahmemuster, Palettengröße und Automatisierungsgrad senden
Wir konfigurieren das passende Nullpunkt-Modul-Layout, die Niederzugkraft-Klasse und die Luftführung für Ihre Palettenlogistik und Umrüstziele.
Schnelle Kontaktwege
Brauchen Sie Zeichnungen oder eine schnelle Rückmeldung? WhatsApp/E-Mail.
Maschinenmodell & Aufnahmelayout
Nennen Sie das Maschinenmodell, die Tischabmessungen und ob Sie ein Einzel-, Doppel- oder Vierfach-Aufnahmemuster benötigen. Geben Sie den Lochkreis an, falls Sie von einem anderen Nullpunkt-System umrüsten.
Palettenabmessungen & Niederzugkraft
Teilen Sie Paletten- oder Unterplattengröße, Gesamtgewicht der Vorrichtung, benötigte Niederzugkraft pro Spannbolzen sowie ob Paletten zwischen Maschinen, KMG oder Lager transferiert werden.
Automatisierungsgrad & Luftführung
Geben Sie Ihren Luftversorgungsdruck an, ob Verriegelungszustand-Sensoren benötigt werden, die geplante Automatisierungsstufe (manuell, roboterbeladen oder FMS) und Umrüstzeit-Zielwerte.
V2 — Kompakte Pneumatik-Aufnahmen (reduzierte Einbauhöhe für integrierte Paletten und Vorrichtungen)
NT-S200P85V2
85 mm
5 kN
—
≤ 0,003 mm
NT-S200P115V2
115 mm
10 kN
—
≤ 0,003 mm
NT-S200P148V2
148 mm
18 kN
—
≤ 0,003 mm
Mehrstationen-Kombinationsmodule und Hilfspositioniermodule
Für größere Paletten, Tombstones und automatisierungsfähige Aufspannträger bietet der Katalog 2025II mehrstationige Kombinationsblöcke (ZH-Reihe) und ergänzende Hilfspositioniermodule (WJ-Reihe) an.
Technische Daten – technische Daten
Format
Anwendung
Katalogcodes
Zwei-Stationen-Kombinationsmodule
Längere Paletten und Unterplatten, die mehr Auflagefläche erfordern als ein Einzelmodul leisten kann.
NEXTAS Nullpunktmodule sind das Fundament moderner Fertigungseffizienz. Jedes Modul wird aus hochwertigem, gehärtetem legiertem Stahl gefertigt, um maximale Steifigkeit und Lebensdauer zu gewährleisten. Der ausgeklügelte innere Mechanismus nutzt pneumatischen Druck (typischerweise 6 bar), um starke Federn zum Entriegeln zu überwinden. Wenn die Luft entfernt wird, ziehen diese Federn den Spannbolzen sofort und kraftvoll an und verriegeln ihn, wodurch eine formschlüssige, vibrationssichere und absolut sichere Verbindung entsteht.
Erleben Sie es in Aktion: Die Kraft des sofortigen Wechsels
Sehen Sie, wie unser Nullpunkt-Spannsystem Ihren Arbeitsablauf transformiert. Diese Demonstration zeigt die Geschwindigkeit und Präzision unseres Verriegelungsmechanismus, der Palettenwechsel in Sekunden ermöglicht.
Merkmale der Bodenanschluss-Lösung
Flexible Kegelpositionierung · Wiederholgenauigkeit <0,003 mm.
Hochpräzise Kugelverriegelungsstruktur sorgt für Stabilität.
③⑥ Pneumatische Verstärkungsfunktion erhöht die Spannkraft.
④⑦ Dichtheitsprüfung und Selbstreinigungsfunktion der Oberfläche.
⑤⑧ Pneumatisches Verriegeln/Entriegeln und Anheben des Spannfutters.
Strahlreinigungsfunktion im Bolzenloch verhindert Schmutzablagerungen.
Dichtheitsprüfung und Selbstreinigung der Positionierfläche.
Schlüsselfunktionen des Systems
Mechanische Selbstverriegelung: Behält 100 % der Spannkraft bei, auch bei Druckluftverlust.
Spannkraftverstärker: Optionale Turbo-Funktion erhöht die Haltekraft für Schwerlastanwendungen.
Selbstreinigender Luftstoß: Integrierte Kanäle blasen Schmutz vor dem Spannen ab, um einen sauberen Sitz zu gewährleisten.
Positionsüberwachung: Vorbereitet für Sensoren zur Rückmeldung des Spann-/Lösestatus für sichere Automatisierung.
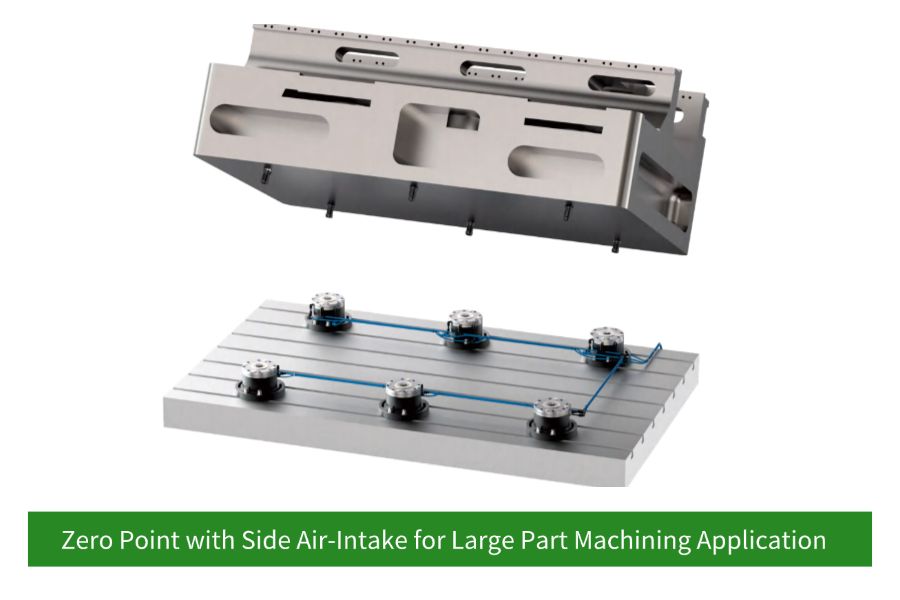
Flexible Zuführlösungen
Je nach Layout Ihrer Produktionslinie können Sie flexibel die „Seitenanschluss-Lösung?wählen. Unser Ingenieurteam kann Ihnen optimale Konfigurationsempfehlungen geben.
Seitenanschluss-Lösung
Qualität & Zuverlässigkeit – nachvollziehbar
Bei Nullpunkt-Spanntechnik ist Wiederholgenauigkeit nicht nur eine Angabe – sie entsteht durch Materialkontrolle, Präzisionsschleifen und Funktionsprüfung. NEXTAS fokussiert stabile Langzeitperformance in realen Späne- und Kühlmittelumgebungen.
Materialien & Verschleißfestigkeit
Gehärteter, korrosionsbeständiger Stahl an kritischen Positionier-/Verriegelungsflächen.
Präzisionsgeschliffene Kontaktflächen für stabile Wiederholgenauigkeit über viele Zyklen.
Für Kühlmittelkontakt ausgelegt: robuste Abdichtung und wirksames Debris-Management.
Funktionsprüfung
Dichtheits- und Betätigungsprüfung für konsistentes Entriegelungsverhalten.
Integrierte Selbstreinigungs-Luftkanäle schützen die Auflagegenauigkeit bei Spänebelastung.
Leitfaden zur Wiederholprüfung für Wareneingang und FAT auf Anfrage verfügbar.
Support & Dokumentation
CAD/STEP-Dateien auf Anfrage für schnelle Vorrichtungskonstruktion und Simulation.
Konfigurationsvorschlag inkl. Modulabständen, Porting-Plan und Stücklistenempfehlungen.
Ersatzteile & Wartungscheckliste für planbare Verfügbarkeit.
Nullpunktsysteme amortisieren sich am schnellsten, wenn Sie eine Schnittstelle über mehrere Setups standardisieren. Das sind die häufigsten Upgrade-Routen, die wir unterstützen.
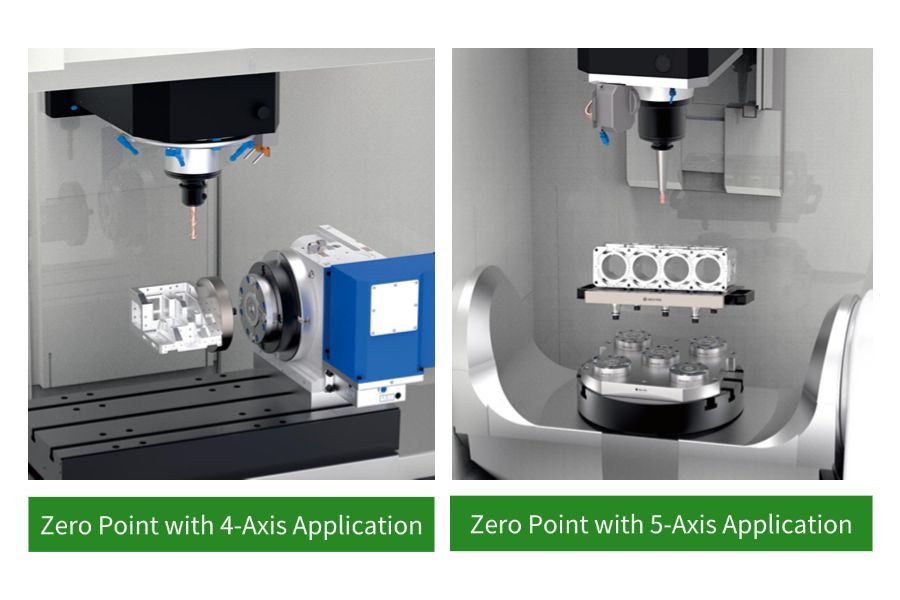
3-Achs CNC → Schnellwechsel-Vorrichtungen
Modulmuster auf Zwischenplatte montieren und Zugbolzen an Schraubstöcken/Vorrichtungen nachrüsten. Ideal für gemischte Lose und kurze Serien.
5-Achs CNC → kompakte, zugängliche Spanntechnik
Dichte Modul-Layouts und flache Vorrichtungen nutzen, um Werkzeugzugang zu maximieren und das erneute Ausrichten zu reduzieren.
Automationszelle → Palettenpool / APC / Roboter
Spannstatus-Signale und konsistente Paletten integrieren, um sichere unbeaufsichtigte Wechsel und höhere Spindellaufzeit zu ermöglichen.
Schnellübersicht: Modulgröße & Layout
Diese Hinweise helfen bei der frühen Planung einer Schnellwechsel-Palette / Spannvorrichtung. Die finale Auslegung hängt von Zerspankräften, Momenten und Maschinenbedingungen ab — senden Sie Ihr Setup, wir schlagen ein Layout vor.
Kompakte 5-Achs-Vorrichtungen / Schraubstöcke
Typische Last
≤ 30 kg
Empfohlenes Modul
85 mm
Typische Modulanzahl
3–4
Hinweise
Geringe Bauhöhe und Werkzeugzugang priorisieren.
Verdrehsicherung bei Bedarf nutzen.
Späneabfuhrwege freihalten.
Allgemeine 3-Achs-Schnellwechsel-Setups
Typische Last
≤ 100 kg
Empfohlenes Modul
120 mm
Typische Modulanzahl
4
Hinweise
Ein 4-Punkt-Muster ist ein gängiger Standard für wiederholbare Palettenwechsel.
Abstand so wählen, dass Schrauben- und Kühlmitteldrainage passen.
Guter Allrounder für Mischfertigung.
Schwere Vorrichtungen / Tombstones
Typische Last
≤ 250 kg
Empfohlenes Modul
160 mm
Typische Modulanzahl
4–6
Hinweise
Mehr Module erhöhen die Steifigkeit bei großen Momenten.
Größere Abstände reduzieren Plattendurchbiegung.
Luftverteiler und Servicezugang früh einplanen.
Große Paletten / Automation / APC
Typische Last
≤ 500 kg
Empfohlenes Modul
195 mm
Typische Modulanzahl
6–8
Hinweise
Steifigkeit und stabiles Pull-down für unbeaufsichtigte Bearbeitung bevorzugen.
Sensoren zur Spann-/Lösebestätigung für sichere Sequenzen vorsehen.
Paletten standardisieren für einen zuverlässigen Pool.
Bottom-Inlet vs. Side-Inlet (Luftführung)
Bottom-Inlet
Optimal wenn
Luft kann durch Tisch/Zwischenplatte geführt werden — sauber und geschützt.
Hinweise zur Verrohrung
Ideal für gekapselte Leitungsführung und Spanbeständigkeit.
Ports vor dem Bearbeiten der Platte einplanen.
FRL/Filter nahe an der Versorgung platzieren.
Hinweise zur Automation
Einfachere Manifold-Führung bei Mehrfachplatten und Palettenpools.
Saubereres Schlauchmanagement in Roboter/APC-Zellen.
Gleichmäßigere Druckverluste über Paletten.
Side-Inlet
Optimal wenn
Durchtisch-Führung ist nicht möglich oder schnelle Nachrüstung ist gefragt.
Hinweise zur Verrohrung
Schläuche vor Spänen und Werkzeugwegen schützen.
Zugentlastung und Schutz verwenden.
Leitungen beschriften, um Verwechslungen zu vermeiden.
Bestätigungssignale (Sensor/Druckschalter) wo nötig vorsehen.
Schnellkupplungen wartungsfreundlich platzieren.
Fortschrittliche Fertigungsanwendungen
Offline-Rüstung & Palettierung
Bauen Sie Vorrichtungen auf und montieren Sie Werkstücke auf Paletten, während die Maschine läuft — für drastisch erhöhte Maschinenlaufzeiten.
Multi-Maschinen-Standardisierung
Nutzen Sie dieselbe Aufspannung auf mehreren Maschinen (3-Achs, 5-Achs, KMGs) für maximale Flexibilität und reduzierten Vorrichtungsbestand.
Vollständige Automationsintegration
Integrierte Sensorik und pneumatische Steuerung liefern das notwendige Feedback für Roboter-Palettenwechsler und unbemannte Zellen.
5-Achs- und komplexe Bearbeitung
Die kompakten Module ermöglichen kreative Vorrichtungen mit minimaler Störkontur für maximalen Werkzeugzugang.
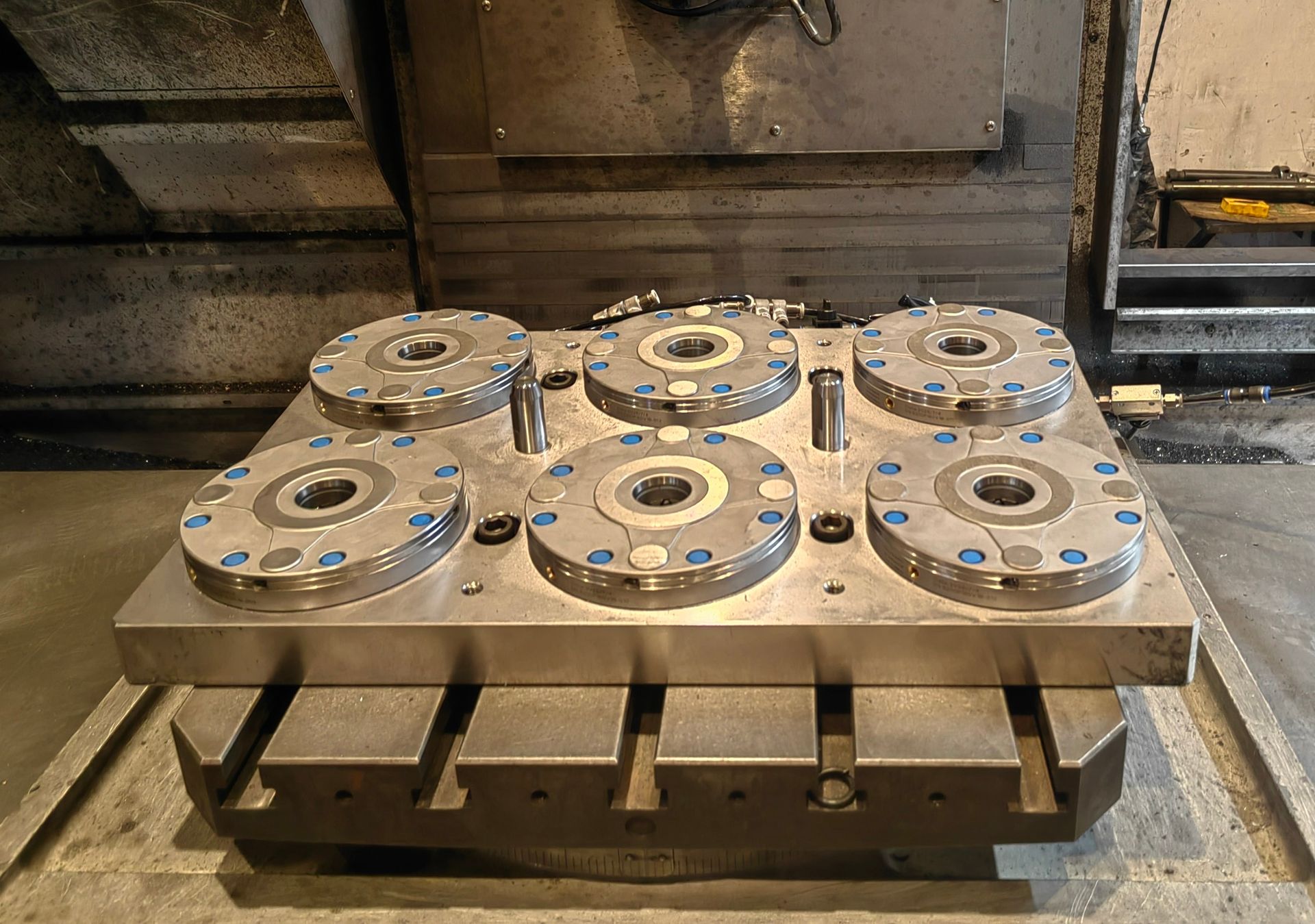
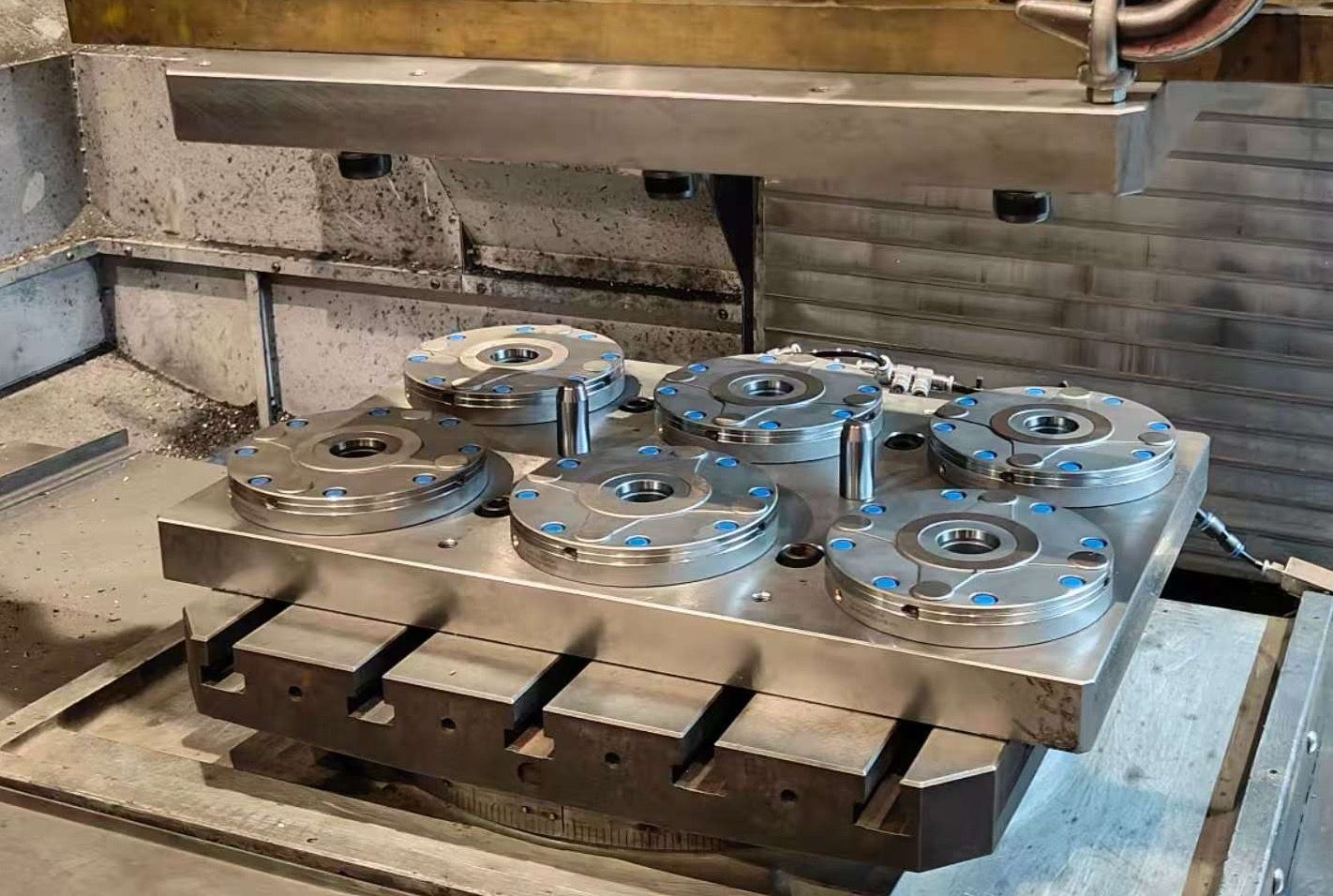
Fallstudien
2-fach Nullpunkt-Spannsystem
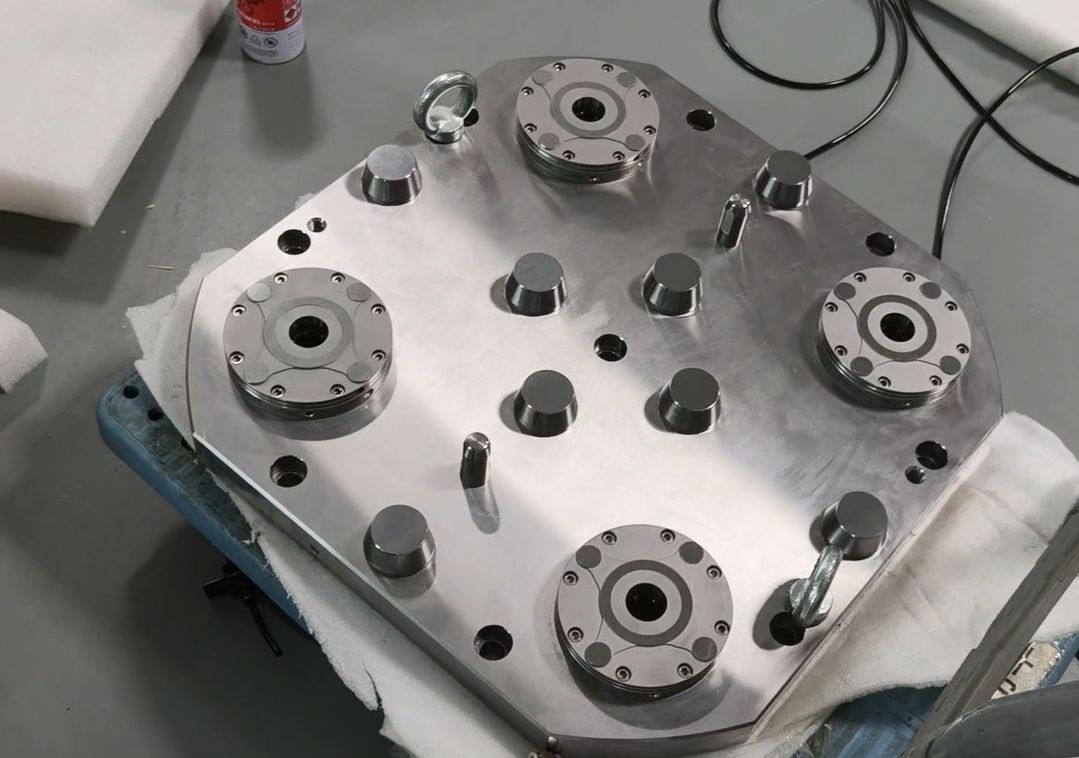
4-fach Nullpunkt-Spannsystem
6-fach Nullpunkt-Spannsystem
Wählen Sie zuerst die richtige Nullpunkt-Systemarchitektur
Die meisten Wechselprobleme werden früher gelöst, wenn das Aufnahmemodul-Layout, die Zuführungsrouting und die Palettenplatzierung auf die Maschine und Werkstückfamilie abgestimmt werden, bevor die Spannvorrichtung endgültig festgelegt wird.
Einzelne Aufnahmemodule
Ideal für kompakte Spannvorrichtungen, 5-Achs-Bearbeitung, Schraubstöcke oder Paletten mit niedrigem Profilquerschnitt und einfachem Wartungszugang.
Kombinationsblöcke
Ein robusterer Ausgangspunkt, wenn eine Spannvorrichtung mehrere Spannpunkte, höhere Stützsteifigkeit oder ein dichteres Palettenlayout benötigt.
Untere Zuführung vs. seitliche Zuführung
Wählen Sie die untere Zuführung, wenn eine Durchgangsrouting durch den Tisch verfügbar ist und der Schutz die höchste Priorität hat. Wählen Sie die seitliche Zuführung, wenn der Nachrüstungszugang oder die Utility-Routen eine seitliche Verbindung praktischer machen.
Was Sie für eine sichere Modulempfehlung einreichen sollten
Maschine & Grundfläche
Maschinentisch, verfügbare Aufnahmefläche, Stack-Höhenlimit und ob es sich um ein 3-Achs-, 4-Achs- oder 5-Achs-Setup handelt.
Spannvorrichtung & Last
Spannvorrichtungsmasse, Werkstückfamilie, Rohmaterial-Schweregrad und ob das Setup zwischen Bearbeitung und Inspektion bewegt werden muss.
Utility-Routing
Teilen Sie mit, ob Druckluft durch den Tisch, durch eine Unterschicht oder nur von der Seite kommen kann, damit die Zuführungswahl praktisch bleibt.
Automatisierungsziel
Teilen Sie Ihre Wechselzielzeiten, Palettenzahl, Roboter-Handoff-Anforderungen und die Spann-/Entspannbestätigungssignale mit, die Sie benötigen.
Nullpunkt-Spannsysteme verwenden Präzisions-Aufnahmemodule — einzeln, als Doppel- oder Vierfach-Anordnung —, um Vorrichtungen, Paletten und Tombstones mit einer Wiederholgenauigkeit unter 0,005 mm zu fixieren. Dieser Spickzettel behandelt die Modulauswahl, die pneumatische/hydraulische Integration und die Langzeitwartung für automatisierte und manuelle Zellen.
1) Auswahl: die passende Konfiguration wählen
Einzelvorrichtung schnell tauschen
Empfohlener Ansatz…
Einzel- oder Doppelmodulblock, manuell oder pneumatisch entriegeln.
Warum das hilft
Der schnellste Weg, um das Neu-Ausrichten nach jedem Vorrichtungswechsel zu eliminieren.
Multipaletten-Automation (Roboter oder APC)
Empfohlener Ansatz…
Vierfach-Kombinationsblock mit pneumatischer Entriegelung und Clamp-OK-Rückmeldung.
Warum das hilft
Liefert die Zugkraft und Sensor-I/O, die für den mannlosen Palettenwechsel erforderlich sind.
Schweres Schruppen oder hohe Tombstone-Aufbauten
Empfohlener Ansatz…
96-mm-Module mit maximaler Zugkraft; steifere Grundplatte.
Warum das hilft
Widersteht den Schnittkräften ohne Mikro-Abheben an der Modulschnittstelle.
Standardisierung über verschiedene Maschinen
Empfohlener Ansatz…
Ein Modul-Pattern (52 oder 96) für alle Maschinen festlegen; bei Bedarf Adapterplatten einsetzen.
Warum das hilft
Ein einheitlicher Zugbolzen-Standard ermöglicht, dass jede Vorrichtung ohne Nacharbeit auf jeder Maschine läuft.
2) Integration: vor der Montage vorbereiten
Schraubbild & Grundplatte
Typische Wahl
Taschen nach Modulzeichnung in die Grundplatte CNC-fräsen; Passstifte für Winkelfixierung verwenden.
Praxistipp
Alle Taschen in einer Aufspannung fertigen, damit sämtliche Module dieselbe Z-Referenzebene teilen.
Pneumatik- / Hydraulikversorgung
Typische Wahl
Pneumatisch: 6 bar saubere, trockene Luft über FRL. Hydraulisch: 70–210 bar Öl aus einer separaten HPU.
Praxistipp
Pneumatische Module niemals an die Spindel-Blasleitung abzweigen — Druckspitzen verursachen unbeabsichtigtes Lösen.
Clamp-OK- / Teil-Vorhanden-Sensoren
Typische Wahl
Näherungs- oder Drucksensoren pro Modul an SPS verdrahten; Spindelstart und Roboterbewegung verriegeln.
Praxistipp
Schon ein einzelnes nicht gespanntes Modul zu erkennen verhindert Crashs und Ausschuss beim ersten Zyklus.
Luftdichtheitsprüfung
Typische Wahl
Niederdruck-Prüfleitung anschließen, um vor der Bearbeitung den korrekten Sitz des Zugbolzens zu verifizieren.
Praxistipp
Ein 0,5-bar-Lecktest erkennt Spänereste oder einen verbogenen Bolzen, die bei der Sichtprüfung durchgehen würden.
Optionales FAT-Video vor Versand für wichtige Baugruppen.
Häufig gestellte Fragen
Wie funktioniert die ausfallsichere mechanische Verriegelung?
Das Nullpunktsystem verriegelt über vorgespannte Federn mechanisch und dauerhaft. Pneumatik (typisch 6 bar) dient ausschließlich zum Entriegeln. Bei Luftverlust bleibt das Werkstück sicher gespannt – ideal für Automationszellen und unbeaufsichtigte Bearbeitung.
Was ist der Unterschied zwischen Bottom-Inlet und Side-Inlet?
Bottom-Inlet führt die Luft durch Maschinentisch/Zwischenplatte – sauber und geschützt. Side-Inlet ist die flexible Option, wenn eine Durchtisch-Verrohrung nicht möglich ist; die Luftleitung wird seitlich angeschlossen.
Eignen sich die Module auch außerhalb der CNC-Bearbeitung?
Ja. Häufige Anwendungen sind KMG-Messplätze, Schweißvorrichtungen, Montage-/Rüststationen und EDM – überall dort, wo reproduzierbare Positionierung und schneller Wechsel den Durchsatz steigern.
Welche Wartung ist erforderlich?
Halten Sie die Anlageflächen sauber, prüfen Sie regelmäßig und schmieren Sie leicht gemäß Handbuch. In späne- und kühlmittelintensiven Umgebungen helfen Wischen und gelegentliche Dichtigkeitschecks, die Entriegelung dauerhaft stabil zu halten.
Wie integriere ich die Spannstatus-Überwachung für Automation?
Automationsfähige Module können mit Sensorports für Näherungssensoren ausgestattet werden. Diese liefern Spann-/Lösebestätigung an PLC/Robotercontroller, sodass der Prozess erst bei validiertem Status startet.
Wie wähle ich die richtige Modulgröße (85 / 120 / 160 / 195 mm)?
Starten Sie mit Paletten-/Vorrichtungsabmessungen, Gewicht und Zerspanlasten. Kleinere Größen passen zu kompakten 5-Achs-Vorrichtungen; größere Durchmesser bieten mehr Steifigkeit und Tragfähigkeit für schwere Paletten/Tombstones und Schruppen.
Welchen Zugbolzen sollte ich verwenden – und wie wichtig ist die Qualität?
Der Zugbolzen ist die Präzisionsschnittstelle zwischen Vorrichtung und Modul. Geometrie, Härte und Oberflächenfinish beeinflussen Wiederholgenauigkeit und Verschleiß. Wählen Sie die Bauform nach Bauraum, Vorrichtungsstärke und ggf. Verdrehsicherung.
Welche Luftqualität/Filtration wird empfohlen?
Verwenden Sie saubere, trockene Luft bei der spezifizierten Entriegelungsdruckstufe (typisch 6 bar). Ein Filterregler/FRL schützt Dichtungen und sorgt für konstantes Entriegeln – besonders wichtig in Automationszellen.
Kann ich vorhandene Vorrichtungen oder Schraubstöcke nachrüsten?
Ja. Viele Kunden rüsten Schraubstöcke, Spannfutter und Sondervorrichtungen durch Zugbolzen an Adapterplatten oder am Vorrichtungsfuß nach. Wichtig sind ein stabiles Bezugssystem (Ebenheit/Bolt-Pattern) sowie Späne-/Kühlmittel-Freiraum für sauberes Aufsetzen.
Wie ist die typische Lieferzeit von der PO-Bestätigung bis zum Versand?
Standardartikel aus dem Katalog werden in der Regel 4–6 Wochen nach Bestätigung der Bestellung versendet. Sonderspezifikationen, abgestimmte Paare oder konfigurierte Sets verlängern die Zeit um 1–2 Wochen. Die verbindliche Lieferzeit wird schriftlich bestätigt, sobald Stückliste und Seriennummernkonfiguration festgelegt sind.
Welche Prüf- und Qualitätsdokumente werden mit jeder Einheit mitgeliefert?
Jede Einheit wird mit einem werkseitigen Prüfprotokoll gemäß den gelisteten Spezifikationen geliefert – geometrische Genauigkeit, Wiederholgenauigkeit und Spannkraftwerte, wo anwendbar. Materialzertifikate, Kalibrierunterlagen und schriftliche Garantiebedingungen sind auf Anfrage bei der Bestellung verfügbar.
Ist diese Website mit NEXTAS CO., LTD verbunden?
Ja. Diese Website ist die dedizierte internationale Website für NEXTAS Spanntechnik. Produktinformationen, technische Unterstützung und Fertigungskompetenzen werden von NEXTAS CO., LTD unterstützt, mit Fokus auf präzise CNC-Spanntechnik, Nullpunktspannsysteme, selbstzentrierende Schraubstöcke und kundenspezifische Vorrichtungen.
Angebot für Nullpunktspannsystem innerhalb von 24 Stunden
Drei Felder genügen – unsere Ingenieure antworten innerhalb eines Werktags mit Preis und Konfigurationsempfehlung.
Produktkatalog herunterladen
Geben Sie Ihre E-Mail-Adresse ein, um die Broschüre anzufordern. Wir senden sie Ihnen innerhalb von 24 Stunden per E-Mail zu – meist deutlich schneller.
Anfrage eingegangen
Wir haben Ihre Anfrage erhalten. Wir senden Ihnen die Broschüre innerhalb von 24 Stunden per E-Mail – meist deutlich schneller.

(7)%20(1).png?updatedAt=1754553736043)


(7).png?updatedAt=1754553737609)