<0,003 мм. Это два микрона — примерно 1/50 толщины человеческого волоса. В закреплении деталей на ЧПУ эта цифра отделяет цеха, уверенно отгружающие детали с жёсткими допусками, от тех, кто часами перевыставляет, перепроверяет щупом и заново запускает первые образцы. Если вы обрабатываете аэрокосмические кронштейны, медицинские имплантаты, оснастку для полупроводников или вставки пресс-форм, повторяемость менее 5 мкм — не опция: это базовый уровень, который ожидают ваши клиенты.
Но повторяемость не достигается покупкой патрона премиум-класса и галочкой «готово». Это результат на уровне системы: геометрия интерфейса, состояние поверхности, тепловое состояние, усилие зажима и метод верификации — всё вносит вклад. Ошибитесь в одном из этих пунктов — и ваша система «<0,003 мм» уплывёт к ±0,01 мм или хуже.
Это руководство разбирает каждый фактор, определяющий повторяемость закрепления, и даёт практический протокол для её проверки в вашем собственном цехе.
Ключевые выводы (быстрый обзор)
- Состояние опорной поверхности — фактор №1: чистые, закалённые и неповреждённые поверхности не подлежат компромиссу.
- Тепловая дисциплина важна: 1 °C на стальной оснастке 300 мм = ~3,5 мкм смещения.
- Усилие зажима должно быть достаточным, чтобы противостоять режущим нагрузкам, но контролируемым, чтобы избежать деформации детали.
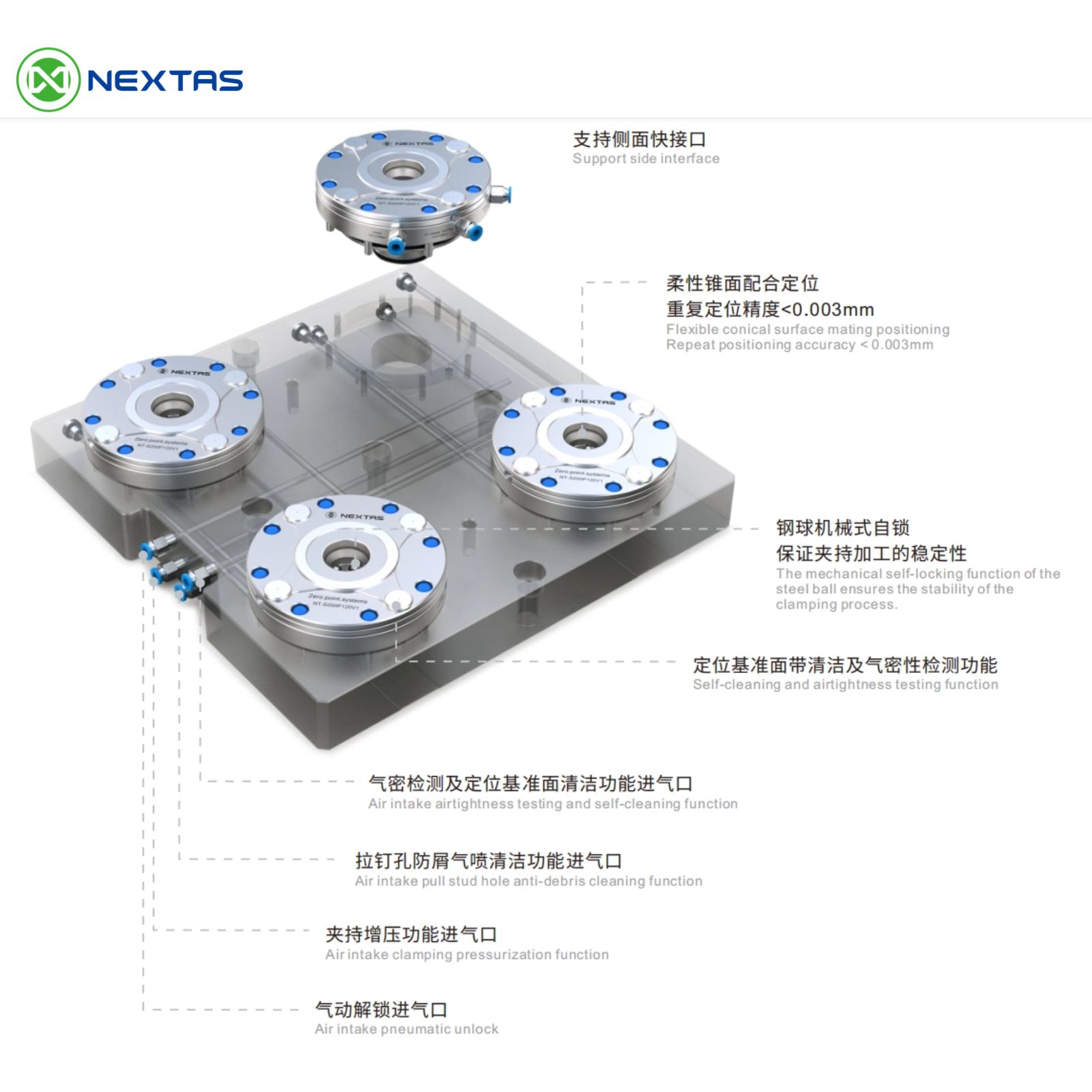
- Системы с нулевой точкой с конусным позиционированием обеспечивают внутреннее самоцентрирование для повторяемого возврата к базе.
- Проверяйте, а не предполагайте: проведите тест 20 циклов посадки/съёма с индикатором (DTI) или измерительным щупом перед запуском в производство.
1) Почему повторяемость <0,003 мм важна
Повторяемость при закреплении означает: можете ли вы снять паллету или приспособление со станка и повторно установить их на ту же базовую позицию в пределах заданного допуска? Для класса <0,003 мм общий диапазон по множеству циклов посадки/съёма должен оставаться в пределах 0,004 мм (4 мкм).
Что это даёт
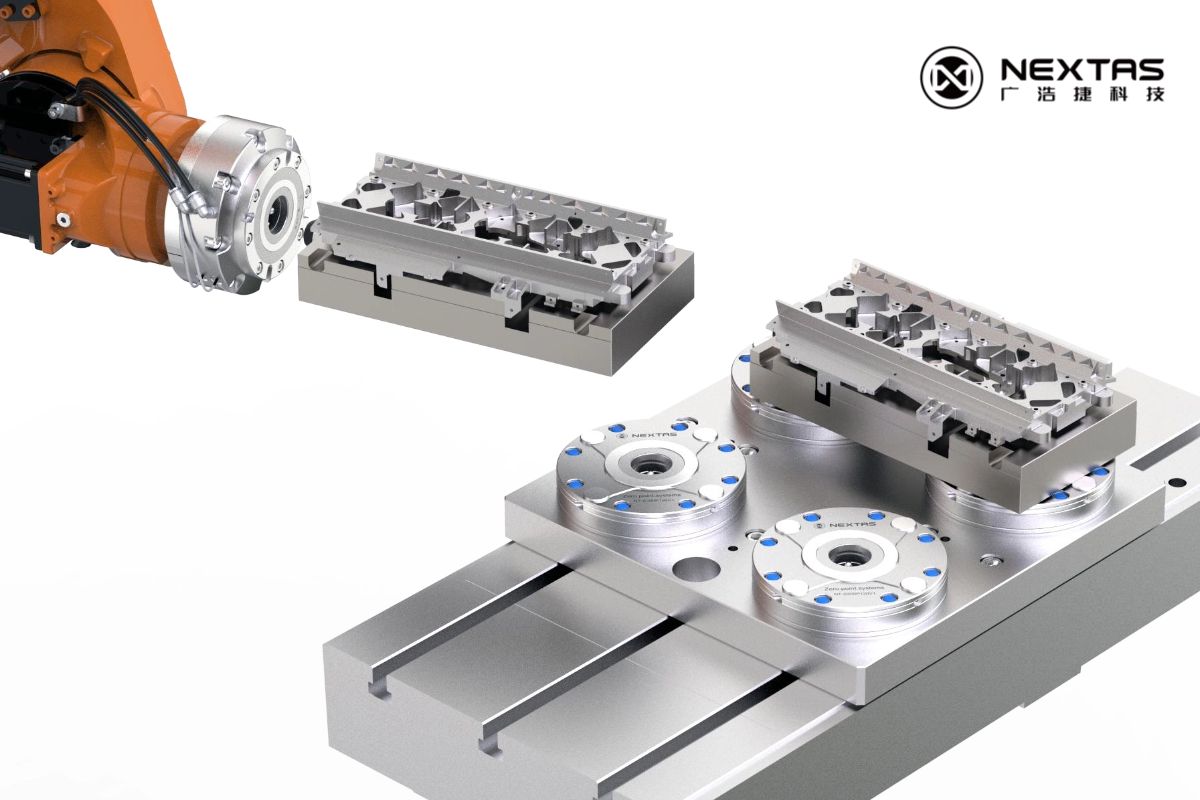
- Офлайн-настройка: собирайте оснастку на подготовительной станции, пока шпиндель продолжает резать. Паллеты с нулевой точкой меняются за секунды, а не минуты.
- Согласованность многооперационной обработки: перемещайте заготовку с ЧПУ на КИМ, на ЭЭО, на электроэрозионную проволочную резку и обратно — не теряя нулевую базу.
- Сокращение времени на первый образец: когда оснастка всегда возвращается в то же положение, верификация щупом заменяет ручное выставление.
- Готовность к автоматизации: роботизированные сменщики паллет и ячейки FMS зависят от детерминированного возврата к базе. Если повторяемость уплывает — ячейка останавливается.
Цена плохой повторяемости
Каждая лишняя минута выставления оснастки стоит времени шпинделя. Если ваш цех работает в 3 смены и каждый переход добавляет 10 минут на повторное выставление — это 30 минут в день, или более 180 часов в год потерянного производства на каждый станок. По типовой ставке цеха это напрямую означает десятки тысяч долларов упущенной маржи.
2) Проектирование опорной поверхности: основа
Опорная поверхность — это место, где оснастка соприкасается со столом станка (или базовой плитой, или паллетой). Каждый микрон ошибки на этом интерфейсе напрямую переходит на заготовку. Важнее всего два принципа проектирования:
Конусная самоцентрирующая геометрия
Плоско-плоские опорные интерфейсы полагаются на трение и контакт по кромке. За тысячи циклов микроизнос и загрязнение стружкой вызывают «плавание» — оснастка слегка смещается при каждом повторном посадке. Конусное позиционирование (как в патронах с нулевой точкой NEXTAS) решает это, направляя зажимный палец в конусное гнездо, которое самоцентрируется при приложении усилия зажима. Конус устраняет микрозазоры и обеспечивает естественный, повторяемый механизм базирования.

Твёрдость материала и износостойкость
Опорные поверхности должны быть твёрже любой стружки или мусора, который может на них попасть. Патроны с нулевой точкой NEXTAS используют закалённую нержавеющую сталь (обычно 58–62 HRC) для зажимного интерфейса. Это предотвращает микровдавливания от стружки и сохраняет геометрическую точность на десятках тысяч циклов зажима.
Правило проектирования: если материал вашего опорного интерфейса мягче, чем стружка материала заготовки, повторяемость со временем будет ухудшаться. Интерфейсы из закалённой нержавеющей или закалённой инструментальной стали — минимум для целей повторяемости менее 5 мкм.
3) Подготовка поверхности и дисциплина очистки
Самый точно обработанный опорный интерфейс становится бесполезным, если между сопрягаемыми поверхностями застряла стружка 10 мкм. Подготовка поверхности — это место, где многие цеха теряют повторяемость, не замечая этого.
Протокол очистки перед посадкой
- Продувка воздухом: используйте чистый, сухой, фильтрованный цеховой воздух (минимум 0,5 МПа) для продувки полости патрона и гнезда зажимного пальца перед каждой посадкой. Влага в воздуховоде оставляет налёт — применяйте коалесцирующий фильтр.
- Протирка: для ответственных работ после продувки протирайте безворсовой салфеткой, смоченной быстро испаряющимся растворителем (изопропиловый спирт или специальный очиститель оснастки).
- Визуальный осмотр: быстрый визуальный контроль конуса зажимного пальца и расточки патрона занимает 5 секунд и обнаруживает стружку, которую не унесла одна продувка.
Защита от стружки конструктивно
Профилактика лучше очистки. Патроны с нулевой точкой NEXTAS имеют герметичные расточки с интегрированной воздушной продувкой. Небольшое избыточное давление воздуха удерживает внутренний механизм свободным от СОЖ и стружки во время обработки. Когда патрон пуст (палец снят), расточка остаётся защищённой — следующий цикл зажима начинается с чистого состояния.
4) Управление температурой для точности менее 5 мкм
Сталь расширяется примерно на 11,7 мкм/м/°C. Для оснастки 300 мм изменение температуры на 1 °C даёт около 3,5 мкм размерного смещения — уже существенная доля вашего бюджета <0,003 мм. На таком уровне допуска управление температурой не является опциональным.
Практические тепловые правила
- Стабилизируйте перед измерением: после тяжёлой черновой обработки оснастка и заготовка нагреты. Дайте 15–30 минут стабилизации (или сделайте чистовой проход с СОЖ) перед критическими измерениями.
- Стабильная температура СОЖ: если температура вашей СОЖ за день колеблется ±3 °C, размеры оснастки колеблются вместе с ней. Чиллер или система термостабилизации СОЖ окупается за счёт снижения брака.
- Прогрев станка: прогоните шпиндель и оси через цикл прогрева перед верификацией первого образца. Большинству станков с ЧПУ нужно 20–40 минут для достижения теплового равновесия.
- Симметричная конструкция оснастки: симметричная плита оснастки расширяется равномерно. Асимметричный дизайн создаёт дифференциальный тепловой рост, который непредсказуемо смещает базу.
Практический совет: если температура в вашем цехе колеблется в течение дня более чем на ±2 °C, тепловые эффекты будут доминировать в ошибке повторяемости. Инвестиции в климат-контроль зоны станка часто обходятся дешевле, чем погоня за допуском с помощью более дорогой оснастки.
5) Стратегия усилия зажима: достаточно, но не слишком
Усилие зажима должно решать две задачи: надёжно удерживать заготовку при режущих нагрузках и полностью посадить опорный интерфейс. Но избыточное усилие зажима вносит собственные проблемы — упругую деформацию оснастки или заготовки, которая при разжиме смещает базу.
Механическая самофиксация для стабильного усилия
Пневматический или гидравлический зажим может колебаться вместе с давлением подачи. Механическая самофиксация (пружина + стальной шарик), применяемая в системах с нулевой точкой NEXTAS, обеспечивает фиксированное, повторяемое усилие зажима независимо от колебаний воздуха. Пневматический контур только открывает патрон; зажим выполняет пружинный пакет. Это означает, что усилие зажима одинаково на первом цикле и на десятитысячном.
Бюджет деформации
Для тонкостенных заготовок или лёгких плит оснастки рассчитывайте упругую деформацию под усилием зажима с помощью базовой теории балок или МКЭ. Если деформация превышает целевую повторяемость, нужны либо дополнительные точки опоры, либо стратегия зажима с меньшим усилием (например, вакуумная поддержка, профильные кулачки или распределённый зажим).
6) Системы зажима с нулевой точкой для <0,003 мм
Хорошо спроектированная система зажима с нулевой точкой объединяет все вышеперечисленные принципы в едином, стандартизированном интерфейсе. Вот как линейка NEXTAS соотносится с целями по повторяемости:
| Система | Повторяемость | Усилие зажима | Ключевая особенность | Лучшее применение |
|---|---|---|---|---|
| P85 | <0,003 мм | 4 000 Н | Компактная, для 5-осевой обработки | Малые электроды, прецизионные детали |
| P120 | <0,003 мм | 12 000 Н | Стандартная «рабочая лошадка» фрезерования | Общее ЧПУ, паллеты с оснасткой |
| P195 | <0,003 мм | 40 000 Н | Высоконагруженная стяжка | Крупные заготовки, агрессивная черновая обработка |
| Серия BDS | <3 мкм | 60 000 Н | Ультрапрецизионное позиционирование | Ячейки с жёсткими допусками, контрольная оснастка |
Все патроны с нулевой точкой NEXTAS имеют общие особенности, обеспечивающие повторяемость:
- Конусное самоцентрирование для стабильного возврата к базе
- Закалённые нержавеющие стальные интерфейсы (58–62 HRC) для долговременной геометрической стабильности
- Механическая самофиксация для усилия зажима, не зависящего от давления
- Интегрированная воздушная продувка для защиты от стружки и СОЖ
- Контроль посадки (проверка герметичности) для уверенности при автоматизации
7) Протокол верификации в цехе
Заявления в технической документации не заменяют верификацию на вашем станке, с вашей оснасткой, в условиях вашего цеха. Вот пошаговый протокол подтверждения повторяемости <0,003 мм:
Необходимое оборудование
- Индикатор часового типа (DTI) с разрешением 1 мкм или станочный измерительный щуп
- Калиброванный контрольный валик или калибр-кольцо, установленные на оснастке
- Лист записи данных (или цифровой регистратор)
Процедура
- Установите базовую плиту нулевой точки на стол станка. Убедитесь, что она плоская и затянута с требуемым моментом.
- Установите тестовую оснастку (с контрольным валиком) на систему нулевой точки. Полностью зажмите.
- Обнулите индикатор (DTI) на двух ортогональных точках (X и Y) на контрольном валике.
- Запишите исходное показание.
- Разожмите, полностью поднимите оснастку с приёмников нулевой точки и установите повторно. Снова зажмите.
- Запишите новые показания индикатора по X и Y.
- Повторите шаги 5–6 не менее 20 раз. Больше циклов — выше статистическая достоверность.
- Рассчитайте: Диапазон = Макс. показание − Мин. показание. Для класса <0,003 мм диапазон должен быть ≤0,004 мм по обеим осям X и Y.
Совет профессионала: проведите тест в начале смены (холодный станок) и ещё через 2 часа после старта производства (тёплый станок). Если тёплые результаты значительно отличаются от холодных, тепловые эффекты доминируют в вашем бюджете повторяемости.
8) Типичные «убийцы» повторяемости и решения
Нужен аудит повторяемости вашей установки? Пришлите нам модель станка, схему оснастки и целевой допуск — мы изучим вашу базирующую стратегию и предложим улучшения.