<0,003 mm. Bu iki mikrondur — yaklaşık bir insan saçı genişliğinin 1/50’si. CNC iş tutuşunda bu sayı; sıkı toleranslı parçaları kendinden emin sevk eden atölyeleri, yeniden çakı tutarak, yeniden problayarak ve ilk parçayı tekrar tekrar koşturarak saatler harcayanlardan ayırır. Havacılık braketleri, medikal implantlar, yarıiletken fikstürleri veya kalıp uçları işliyorsanız, 5 mikron altı tekrarlanabilirlik isteğe bağlı değildir — müşterilerinizin beklediği temel seviyedir.
Ancak tekrarlanabilirlik, premium bir ayna alıp işin bittiğini söylemekle gelmez. Bu, sistem düzeyinde bir sonuçtur: arayüz geometrisi, yüzey durumu, termal durum, bağlama kuvveti ve doğrulama yönteminin hepsi katkıda bulunur. Bunlardan birini yanlış yaparsanız, “<0,003 mm” sisteminiz ±0,01 mm’ye veya daha kötüye sürüklenir.
Bu kılavuz, iş tutuş tekrarlanabilirliğini belirleyen her faktörü adım adım ele alır ve kendi atölyenizde bunu doğrulamak için pratik bir protokol sunar.
Önemli çıkarımlar (hızlı bakış)
- Datum arayüz durumu 1 numaralı faktördür — temiz, sertleştirilmiş ve hasarsız yüzeyler pazarlık konusu değildir.
- Termal disiplin önemlidir: 300 mm’lik bir çelik fikstürde 1 °C ≈ 3,5 µm kayma demektir.
- Bağlama kuvveti, kesme yüklerine karşı koymaya yetecek kadar olmalı ancak parça deformasyonunu önleyecek şekilde kontrol edilmelidir.
- Konik tipte konumlandırmaya sahip sıfır nokta sistemleri, tekrarlanabilir datum dönüşü için doğal bir kendinden merkezleme sağlar.
- Varsayma, doğrula: üretim öncesinde DTI veya tarama probu ile 20 çevrimlik oturt/sök testi yapın.
1) <0,003 mm tekrarlanabilirlik neden önemli
İş tutuşta tekrarlanabilirlik şu demektir: Bir paleti veya fikstürü tezgâhtan çıkarıp, tanımlı bir tolerans bandı içinde aynı datum konumuna yeniden oturtabiliyor musunuz? <0,003 mm sınıfı için, çok sayıda oturt/sök çevrimi boyunca toplam aralık 0,004 mm (4 µm) içinde kalmalıdır.
Sağladıkları
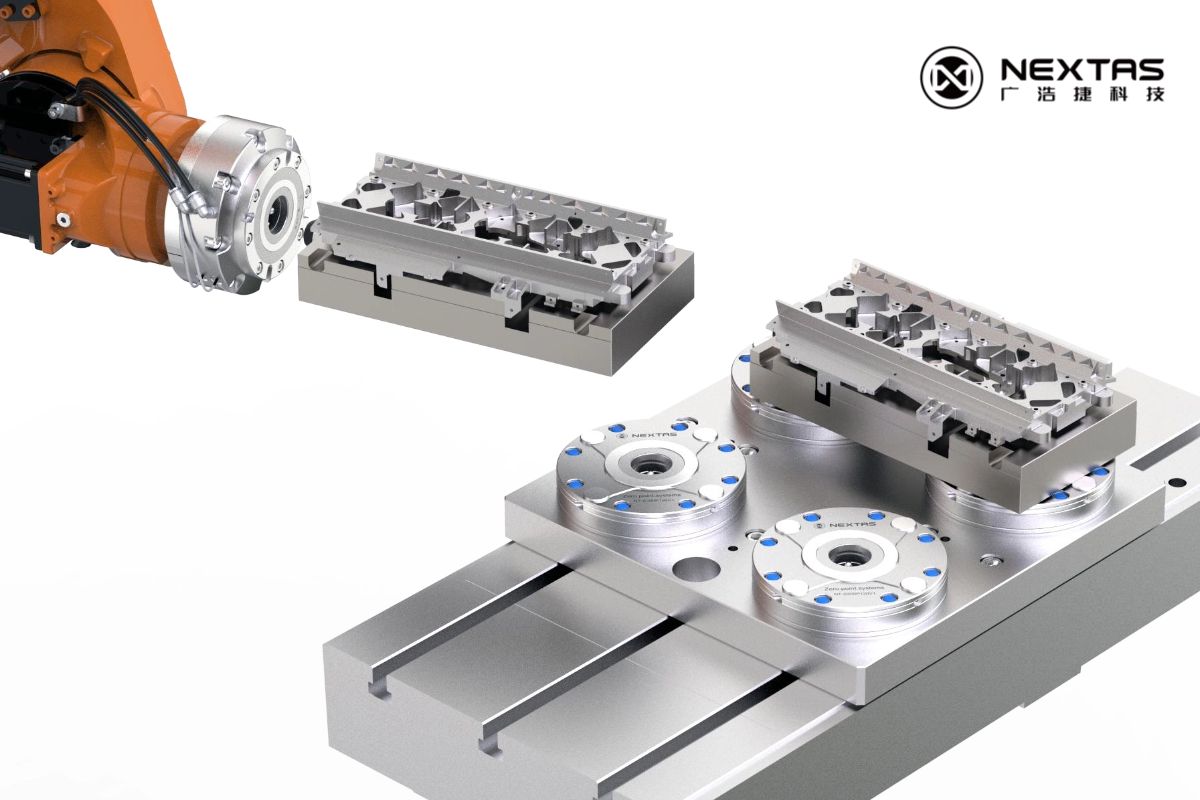
- Çevrimdışı kurulum: Mil kesmeye devam ederken fikstürleri bir hazırlık istasyonunda kurun. Sıfır nokta paletleri dakikalar yerine saniyeler içinde değişir.
- Çoklu operasyon tutarlılığı: Bir parçayı CNC’den CMM’ye, EDM’ye, tel erozyona ve geri taşıyın — sıfır referansınızı kaybetmeden.
- Daha kısa ilk parça süresi: Fikstür her zaman aynı noktaya döndüğünde, probla doğrulama elle çakı tutmanın yerini alır.
- Otomasyona hazırlık: Robotik palet değiştiriciler ve FMS hücreleri deterministik datum dönüşüne bağlıdır. Tekrarlanabilirlik kayarsa hücre durur.
Düşük tekrarlanabilirliğin maliyeti
Bir fikstüre çakı tutmaya harcanan her ekstra dakika, mil zamanına mal olur. Atölyeniz 3 vardiya çalışıyor ve her değişim 10 dakika yeniden çakı tutma ekliyorsa, bu günde 30 dakika eder — tezgâh başına yılda 180 saatten fazla üretim kaybı. Tipik bir atölye saat ücretiyle bu, doğrudan on binlerce dolarlık kaybedilen marja dönüşür.
2) Datum arayüz tasarımı: temel
Datum arayüzü, fikstürün tezgâh tablası (veya alt plaka ya da palet) ile buluştuğu yerdir. Bu arayüzdeki her bir mikronluk hata doğrudan parçaya yansır. En önemli iki tasarım prensibi şunlardır:
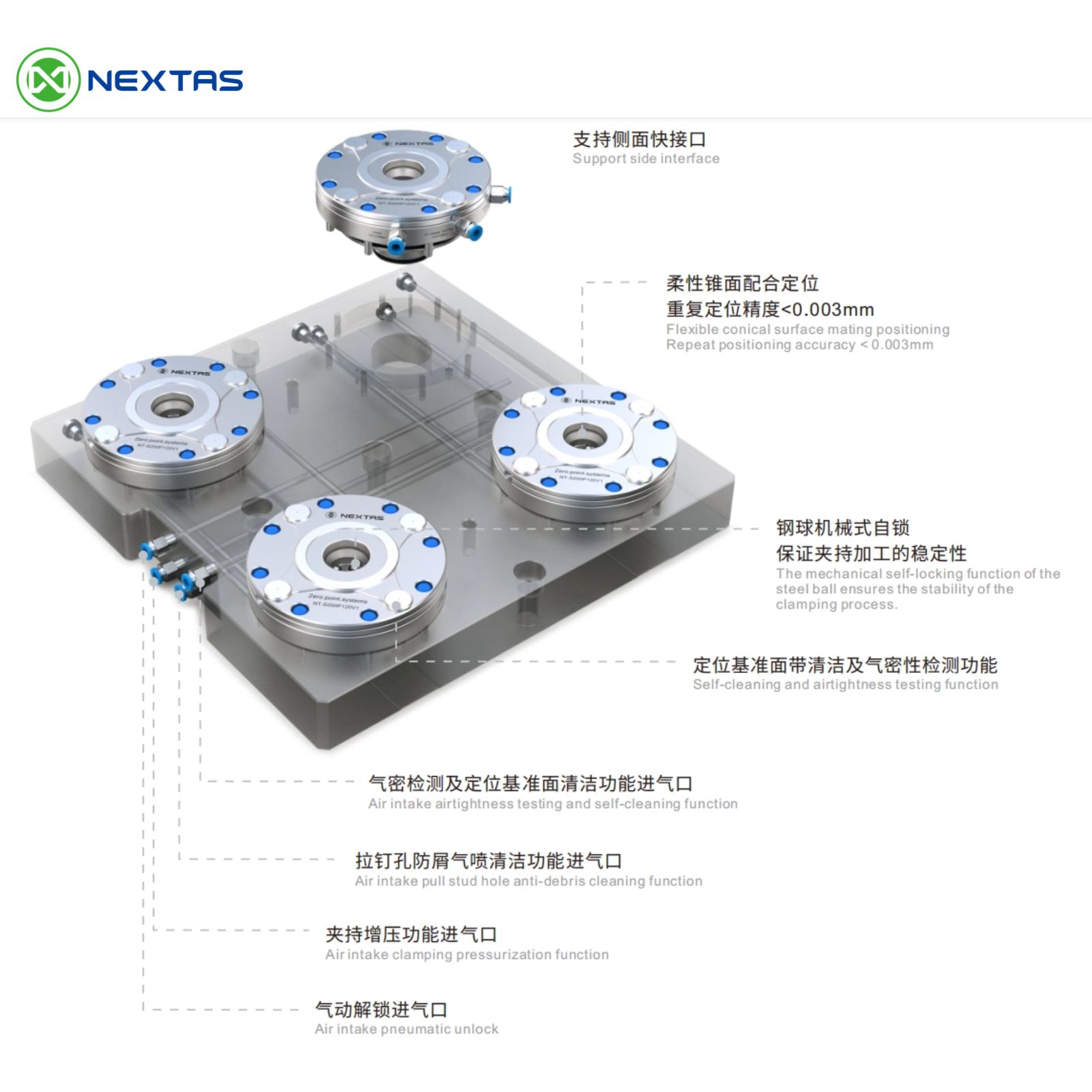
Konik tip kendinden merkezleme geometrisi
Düz-üstüne-düz datum arayüzleri sürtünme ve kenar temasına dayanır. Binlerce çevrim boyunca mikro aşınma ve talaş kirliliği “oynamaya” yol açar — fikstür her yeniden oturtulduğunda hafifçe kayar. Konik tip konumlandırma (NEXTAS sıfır nokta aynalarında kullanıldığı gibi) bunu çözer: çekme pimini, bağlama kuvveti uygulanırken kendinden merkezleyen konik bir yuvaya yönlendirir. Konik geometri, mikro boşlukları ortadan kaldırır ve doğal, tekrarlanabilir bir konumlandırma mekanizması sağlar.

Malzeme sertliği ve aşınma direnci
Datum yüzeyleri, üzerlerine düşebilecek herhangi bir talaş veya artıktan daha sert olmalıdır. NEXTAS sıfır nokta aynaları, bağlama arayüzünde sertleştirilmiş paslanmaz çelik (genellikle 58–62 HRC) kullanır. Bu, talaşlardan kaynaklanan mikro batmaları önler ve on binlerce bağlama çevrimi boyunca geometrik doğruluğu korur.
Pratik tasarım kuralı: Datum arayüz malzemeniz, parça malzemesinin talaşlarından daha yumuşaksa, tekrarlanabilirlik zamanla bozulur. 5 µm altı tekrarlanabilirlik hedefleri için sertleştirilmiş paslanmaz çelik veya sertleştirilmiş takım çeliği arayüzler asgari düzeydir.
3) Yüzey hazırlığı ve temizlik disiplini
En hassas işlenmiş datum arayüzü bile, eşleşen yüzeyler arasında 10 µm’lik bir talaş varsa işe yaramaz. Yüzey hazırlığı, birçok atölyenin farkında olmadan tekrarlanabilirlik kaybettiği yerdir.
Oturtma öncesi temizlik protokolü
- Hava püskürtme: Her oturtmadan önce ayna gövdesini ve çekme pimi yatağını üflemek için temiz, kuru, filtrelenmiş atölye havası (en az 0,5 MPa) kullanın. Hava hattındaki nem kalıntı bırakır — bir koalesan filtre kullanın.
- Silme: Kritik işlerde, hava püskürtmesinin ardından hızlı buharlaşan bir çözücü (izopropil alkol veya özel fikstür temizleyici) ile nemlendirilmiş tüy bırakmayan bir bezle silin.
- Gözle inceleme: Çekme piminin konik kısmının ve ayna deliğinin hızlı bir gözle kontrolü 5 saniye sürer ve havanın kaçırdığı talaşları yakalar.
Tasarımla talaş koruması
Önleme, temizlemekten iyidir. NEXTAS sıfır nokta aynaları entegre hava püskürtmeli sızdırmaz ayna gövdeleri içerir. Küçük bir pozitif hava basıncı, işleme sırasında dahili mekanizmayı soğutma sıvısı ve talaşlardan korur. Ayna boşken (pim çıkarıldığında) gövde korunmaya devam eder; böylece bir sonraki bağlama çevrimi temiz başlar.
4) 5 mikron altı doğruluk için termal yönetim
Çelik yaklaşık 11,7 µm/m/°C oranında genleşir. 300 mm’lik bir fikstür plakasında 1 °C’lik sıcaklık değişimi yaklaşık 3,5 µm boyutsal kaymaya neden olur — bu, <0,003 mm bütçenizin önemli bir kısmıdır. Bu tolerans seviyesinde termal yönetim isteğe bağlı değildir.
Pratik termal kurallar
- Ölçmeden önce dengeleyin: Ağır bir kaba kesim sonrası fikstür ve parça sıcaktır. Kritik ölçüm almadan önce 15–30 dakika dengelemeye izin verin (veya soğutma sıvısıyla bir finiş paso çalıştırın).
- Tutarlı soğutma sıvısı sıcaklığı: Soğutma sıvısı sıcaklığınız gün içinde ±3 °C dalgalanıyorsa, fikstür boyutlarınız da onunla birlikte dalgalanır. Soğutucu veya sıcaklık kontrollü soğutma sıvısı sistemi, azalan ıskartayla kendini amorti eder.
- Tezgâh ısınma rutini: İlk parça doğrulamasından önce mil ve eksenleri ısınma çevriminden geçirin. Çoğu CNC tezgâhı termal dengeye ulaşmak için 20–40 dakikaya ihtiyaç duyar.
- Simetrik fikstür tasarımı: Simetrik bir fikstür plakası tek tip genleşir. Asimetrik bir tasarım, datumu öngörülemez biçimde kaydıran diferansiyel termal büyüme yaratır.
Pratik ipucu: Atölye sıcaklığınız gün içinde ±2 °C’den fazla değişiyorsa, termal etkiler tekrarlanabilirlik hatanıza hâkim olur. Tezgâh alanı için iklim kontrolüne yatırım yapmak, çoğu zaman daha iyi takımla toleransın peşinde koşmaktan daha ucuzdur.
5) Bağlama kuvveti stratejisi: yeterli ama abartısız
Bağlama kuvveti iki şeyi başarmalıdır: parçayı kesme yüklerine karşı güvenli biçimde tutmak ve datum arayüzünü tam oturtmak. Ancak aşırı bağlama kuvveti kendi sorunlarını getirir — fikstürün veya parçanın elastik deformasyonu, kuvvet kalktığında datumu kaydırır.
Tutarlı kuvvet için mekanik kendinden kilitleme
Pnömatik veya hidrolik bağlama, besleme basıncıyla değişebilir. NEXTAS sıfır nokta sistemlerinde kullanılan mekanik kendinden kilitleme (yay + çelik bilye), hava beslemesindeki dalgalanmalardan bağımsız olarak sabit, tekrarlanabilir bir bağlama kuvveti sağlar. Pnömatik devre yalnızca aynayı açar; bağlamayı yay paketi yapar. Bu, bağlama kuvvetinin birinci çevrimde de on bininci çevrimde de aynı olduğu anlamına gelir.
Deformasyon bütçesi
İnce cidarlı parçalar veya hafif fikstür plakaları için, bağlama kuvveti altındaki elastik deformasyonu temel kiriş teorisi veya FEA kullanarak hesaplayın. Deformasyon tekrarlanabilirlik hedefinizi aşıyorsa, ya daha fazla destek noktasına ya da daha düşük kuvvetli bir bağlama stratejisine (ör. vakum desteği, uyumlu çeneler veya dağıtılmış bağlama) ihtiyacınız vardır.
6) <0,003 mm için sıfır nokta bağlama sistemleri
İyi tasarlanmış bir sıfır nokta bağlama sistemi, yukarıdaki tüm prensipleri tek, standartlaştırılmış bir arayüzde birleştirir. NEXTAS ürün yelpazesinin tekrarlanabilirlik hedefleriyle nasıl eşleştiği aşağıda gösterilmiştir:
| Sistem | Tekrarlanabilirlik | Bağlama Kuvveti | Anahtar Özellik | En İyi Uygulama |
|---|---|---|---|---|
| P85 | <0,003 mm | 4.000 N | Kompakt, 5 eksene uygun | Küçük elektrotlar, hassas parçalar |
| P120 | <0,003 mm | 12.000 N | Standart freze iş atı | Genel CNC, fikstür paletleri |
| P195 | <0,003 mm | 40.000 N | Ağır hizmet çekme | Büyük parçalar, agresif kaba işleme |
| BDS Serisi | <3 µm | 60.000 N | Ultra hassas konumlandırma | Sıkı toleranslı hücreler, kontrol fikstürleri |
Tüm NEXTAS sıfır nokta aynaları, tekrarlanabilirliği mümkün kılan şu özellikleri paylaşır:
- Tutarlı datum dönüşü için konik tip kendinden merkezleme
- Uzun vadeli geometrik kararlılık için sertleştirilmiş paslanmaz çelik arayüzler (58–62 HRC)
- Basınçtan bağımsız bağlama kuvveti için mekanik kendinden kilitleme
- Talaş ve soğutma sıvısı koruması için entegre hava püskürtme
- Otomasyon güveni için oturma kontrolü (sızdırmazlık doğrulaması)
7) Atölyede doğrulama protokolü
Bir veri sayfasındaki iddialar, kendi tezgâhınızda, kendi fikstürünüzle, kendi atölye koşullarınızda doğrulamanın yerini tutmaz. Aşağıda <0,003 mm tekrarlanabilirliği teyit etmek için adım adım bir protokol bulacaksınız:
Gerekli ekipman
- 1 µm çözünürlüklü komparatör (DTI) veya tezgâha takılı tarama probu
- Fikstüre monte edilmiş kalibre test çubuğu veya halka mastar
- Veri kayıt formu (veya dijital kayıt cihazı)
Prosedür
- Sıfır nokta taban plakasını tezgâh tablasına monte edin. Düz olduğunu ve spesifikasyona göre torklandığını doğrulayın.
- Test fikstürünü (test çubuğu ile) sıfır nokta sistemine yerleştirin. Tam bağlayın.
- Test çubuğu üzerindeki iki ortogonal noktada (X ve Y) DTI’yı sıfırlayın.
- İlk okumayı kaydedin.
- Bağlamayı açın, fikstürü sıfır nokta yuvalarından tamamen kaldırın ve yeniden oturtun. Tekrar bağlayın.
- X ve Y’deki yeni DTI okumalarını kaydedin.
- 5–6. adımları en az 20 kez tekrarlayın. Daha fazla çevrim, daha yüksek istatistiksel güven sağlar.
- Hesaplayın: Aralık = Maks okuma − Min okuma. <0,003 mm sınıfı için aralık hem X hem de Y’de ≤0,004 mm olmalıdır.
Profesyonel ipucu: Testi vardiyanın başında (soğuk tezgâh) ve üretimin 2. saatinde (sıcak tezgâh) tekrar çalıştırın. Sıcak durumdaki sonuçlar soğuk durumdaki sonuçlardan belirgin biçimde farklıysa, termal etkiler tekrarlanabilirlik bütçenize hâkim oluyor demektir.
8) Yaygın tekrarlanabilirlik düşmanları ve çözümler
Kurulumunuz için bir tekrarlanabilirlik denetimi mi gerekiyor? Tezgâh modelinizi, fikstür düzeninizi ve tolerans hedefinizi bize gönderin — datum stratejinizi inceleyip iyileştirmeler önereceğiz.