
Automatisierungsserie
Flexible Zellen, Palettenfluss und FMS-fähige Produktionskonzepte für moderne CNC-Fertigungen
Die NEXTAS Automatisierungsserie richtet sich an Hersteller, die ihre Spindellaufzeit erhöhen wollen, ohne sofort eine starre Sonderlinie aufzubauen. Auf Basis des Automationskatalogs konzentriert sich die Serie auf Palettenbereitstellung, Roboterhandling, zentrale Feinplanung, Rückverfolgbarkeit und einen skalierbaren Ausbau von einer Maschine bis zum integrierten flexiblen Fertigungssystem.
Welche Aufgaben diese Serie löst
- Wartezeiten zwischen Jobs reduzieren: Vorbereitung, Pufferung und Teilehandling von der Spindel entkoppeln.
- Gemischte Fertigung standardisieren: Paletten-, Vorrichtungs- und Datenfluss für häufige Modellwechsel vereinheitlichen.
- Einen Ausbaupfad schaffen: Mit einer kompakten Zelle starten und später auf AGV, Lager oder FMS-Logik erweitern.
Schnelle technische Übergabe
Senden Sie zuerst Maschinenmix und Ziel für mannlose Stunden
- Maschinenmodelle, Türlimits und ob ein Lader mehrere Maschinen bedient.
- Palettengröße, Gewichtsbereich und erwarteter Pufferbedarf.
- Bevorzugte Speicherroute: Vault, Rotationsanlage, Portal, AGV oder breitere FMS-Planung.
- Bedarf für Dashboardsichtbarkeit oder tiefere MES / APS / WMS-Anbindung.
Welche Automationsroute passt zuerst zu Ihrer Fabrik?
Vergleichen Sie die praktischen Startpunkte unten, um zu entscheiden, ob Phase 1 eine kompakte Zelle, ein dichter Palettenpuffer, eine größere Transferspanne oder eine breitere FMS-Planungsdiskussion sein soll.
Vault-Automatisierung wählen, wenn
Sie einen kompakten ersten Schritt, ein oder zwei Maschinen, Offline-Palettenvorbereitung und einen sauberen Weg weg vom manuellen Laden wünschen.
Rotationslager wählen, wenn
Sie mehr Palettenplätze auf begrenzte Grundfläche benötigen und dichte Pufferung für gemischte Jobs ohne großes Linien-Layout wünschen.
Portal-Automatisierung wählen, wenn
Sie eine längere Transferspanne, Oberzugang oder einen sauberen Weg zur Koordination des Ladens über mehrere Maschinen in einem Bereich benötigen.
FMS-Planung starten, wenn
Maschinenanzahl, Planungsdruck, Palettenverfolgung und MES / WMS-Koordination bereits der Engpass statt reiner Ladegeschwindigkeit werden.
Was vor dem Automationslayout-Vorschlag senden
Maschinenmodell, Menge, Spindeltyp und ob das erste Ziel eine Maschine, eins-zu-zwei oder eins-zu-drei-Koordination ist.
Typische Werkstückgröße, Palettengröße, Gewicht, Rüsthäufigkeit und ob Vorrichtungen bereits standardisiert sind.
Lights-out-Dauer, Personalabbau-Ziel, Puffermenge und ob Roboterhandling, Lagerung oder AGV-Verbindung erwartet wird.
Teilen Sie uns mit, ob MES, APS, WMS, RFID, Rückverfolgbarkeit oder Dashboard-Reporting von Phase 1 an erforderlich sind.
Planungscheckliste vor Automatisierungsskalierung
Vor Live-Schaltung einer Zelle ist die wertvollste Arbeit normalerweise Standardisierung: Datums-Logik, Palettenroute, Maschinen-Verfügbarkeit und Datumfang. Das verwandelt eine Automationsidee in ein Projekt, das wirklich wachsen kann.
Was vor Projektstart zu bestätigen ist
- Maschine + Lastbereich: echtes Werkstückgewicht, Palettengröße, Maschinentür-Limites und ob ein Lader mehrere Maschinen bedienen muss.
- Datums-Schnittstelle: ob kompakte BDS-Paletten, größere Nullpunkt-Module oder gemischter Standard zwischen manuellen und automatisierten Stationen.
- Speicherlogik: Vault, Rotationslager, Portal-Pfad oder Linienseiten-Puffer je nach Grundfläche und Teilefamilien-Mix.
- Datumfang: nur Dashboard-Sichtbarkeit oder breitere MES / APS / WMS-Verbindung für Planung, Materialfluss und Rückverfolgbarkeit.
Empfohlene Systemkombinationen
Übersicht der Automationseinheiten
Ein praxisnaher Überblick über die Katalogkonzepte, die für die Projektplanung in CNC-Fertigungszellen besonders relevant sind.
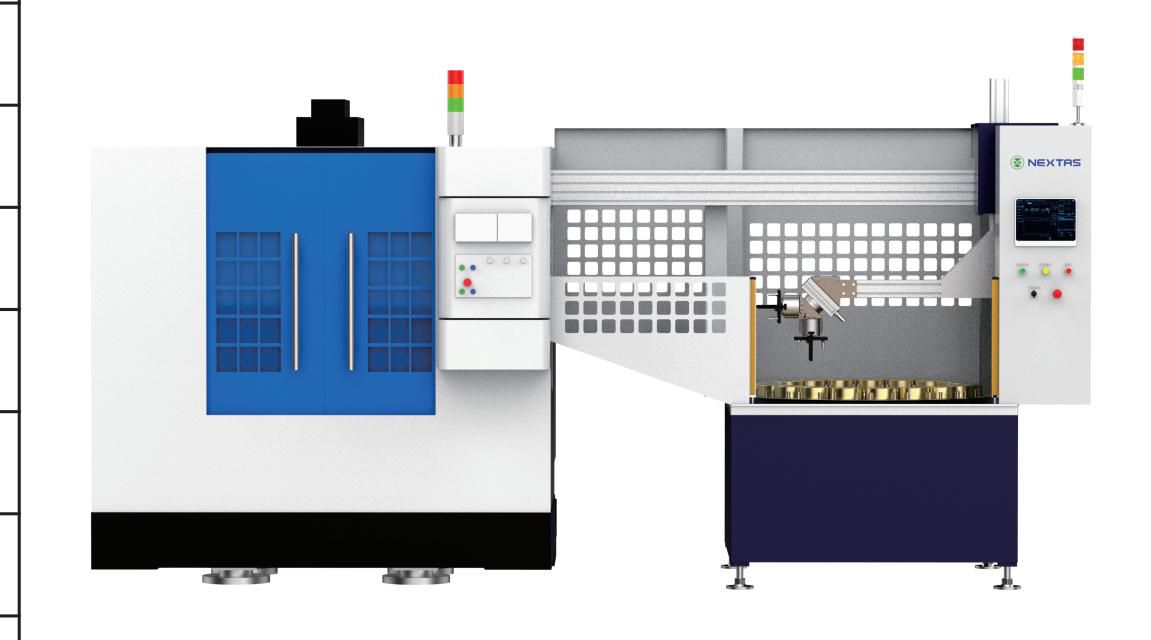
NTS-V4 Automationseinheit
Kompaktes Automationskonzept für High-Mix-/Low-Volume-Fertigung, bei der eine Maschine weiterlaufen soll, während Paletten in einem kontrollierten Kreislauf vorbereitet und übertragen werden.
- 4 Palettenspeicherplätze
- Handlingkapazität bis 650 kg
- Material-Handling-Geschwindigkeit 300 mm/s
- Wiederholgenauigkeit <0,005 mm
NTS-V12 Automationseinheit
Eine größere palettenbasierte Zelle für Betriebe, die Flächenoptimierung, höhere Roboter-Nutzlasten und integrierte Feinplanung über mehrere Teilefamilien hinweg benötigen.
- 12 Palettenspeicherplätze
- Handlingkapazität bis 500 kg
- Handlinggeschwindigkeit 800 mm/s
- Luftdichtigkeits-Prüfbereich ±0,01 mm
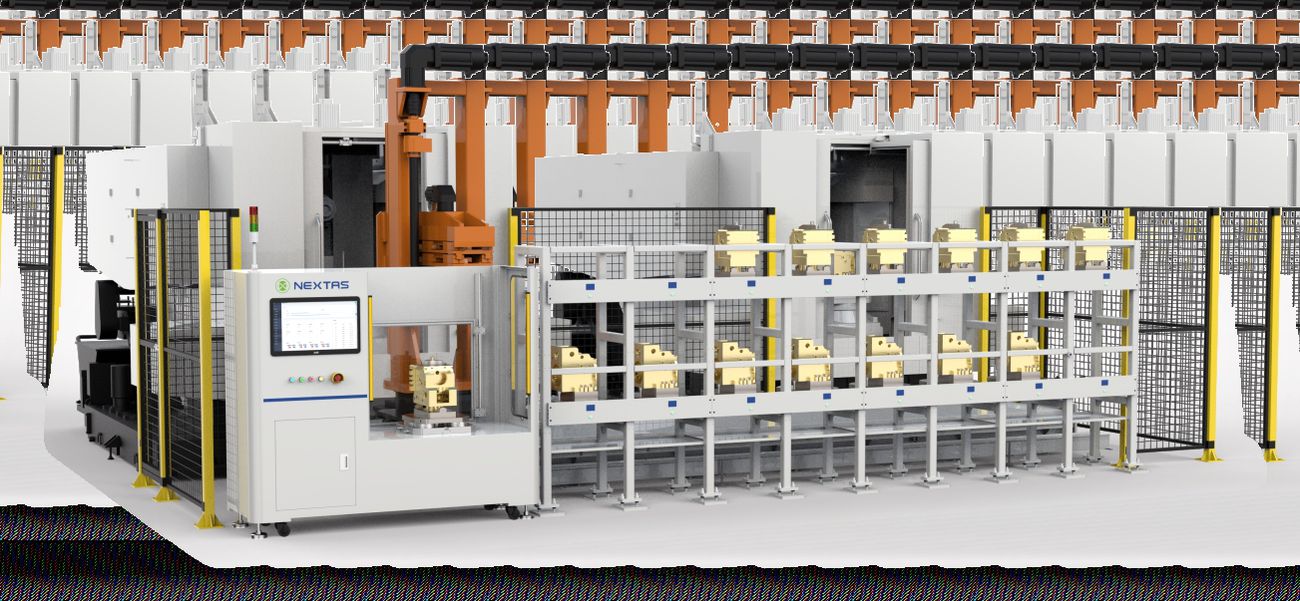
NTS-VS2 Automationseinheit
Ein Konzept für die Zusammenarbeit von zwei Maschinen mit Sechsachsroboter, intelligenter Steuerung und kompaktem Lagersystem für massenindividualisierte Fertigung.
- 16 Palettenspeicherplätze
- Sechsachs-Industrieroboter-Handling
- Greiferlast bis 120 kg
- Wiederholgenauigkeit <0,005 mm
Ausrollungspfad nach Projektphase
Die zuverlässigsten Automatisierungsprojekte definieren den Ausrollungspfad und standardisieren Datums, Paletten und Planungsregeln gleichzeitig, sodass spätere Erweiterung keine zweite Umgestaltung erzwingt.
Schneller Einzelzellen-Gewinn
Am besten, wenn das erste Ziel mehr Spindellaufzeit auf einer kritischen Maschine ist, ohne die ganze Werkstatt umzubauen.
Standardisieren Sie zuerst: Nullpunkt-Schnittstelle, Palettengröße und gewünschte mannlose Stunden.
Eins-zu-zwei Ladeeinheit
Ein praktischer nächster Schritt, wenn zwei Maschinen eine Laderessource teilen können und Teilefamilien noch handhabbar sind.
Standardisieren Sie zuerst: Vorrichtungsorientierung, Pickup-Logik und Offline-Beladesequenz.
Eins-zu-drei gemischte Zelle
Besser, wenn drei Maschinen Palettenlogik teilen müssen, während unterschiedliche Teile, Programme und Takt-Annahmen kontrolliert werden.
Standardisieren Sie zuerst: Palettenfamilien-Regeln, Planungspriorität und Ausnahmebehandlung.
FMS Linien-Koordination
Wählen Sie diesen Weg, wenn Lagersteuerung, Maschinenladen, Inspektionsfluss und Produktionsdaten alle auf einer koordinierten Plattform laufen müssen.
Standardisieren Sie zuerst: Dateneigentümerschaft, Rückverfolgbarkeits-Checkpoints und Materialfluss-Regeln.
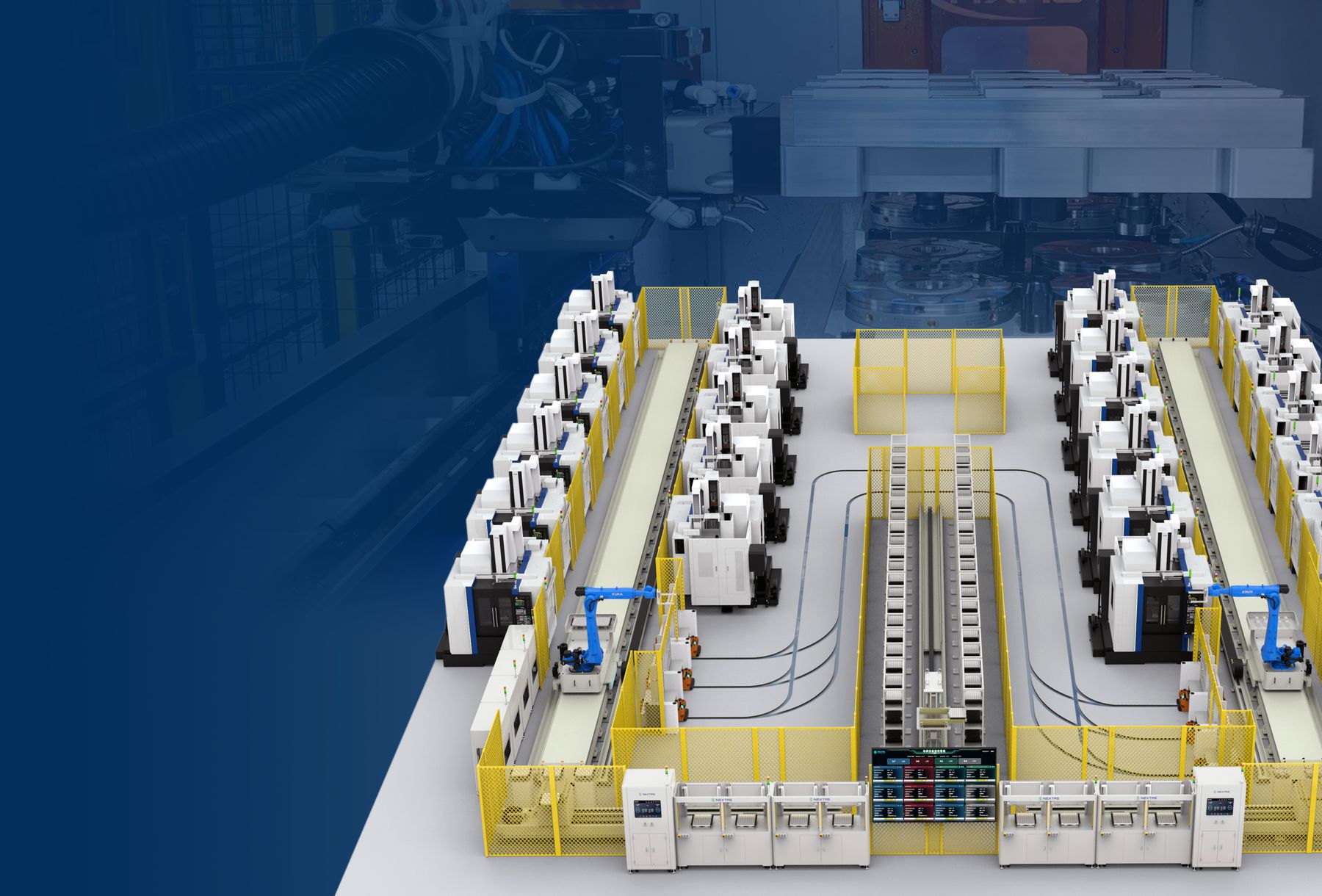
Von der Einzelzelle zur FMS-fähigen Koordination
Der Katalog positioniert die Automatisierungsserie als mehr als nur einen Belader. Dashboards, intelligente Feinplanung, Anlagenkoordination und industrielle Kommunikation schaffen die Basis, damit Zellendaten in MES-, Reporting- und Traceability-Prozesse einfließen können.
Vier Planungsebenen
- Präsentationsebene: Digital-Twin-Dashboard, mobiles Dashboard und Reporting-Center.
- Entscheidungsebene: APS-Planung, Lastverteilung, Pfadoptimierung und Ausnahmebehandlung.
- Ausführungsebene: Robotersteuerung, AGV-Dispatching, Bearbeitungsmodul und Lagermodul.
- Industrieebene: OPC UA, Profinet, EtherCAT und Modbus für die Integrationsplanung.
Häufig angefragte Projektfunktionen
Integrierte Feinplanung: dynamische Planung, Echtzeitoptimierung und adaptive Anpassung bei wechselnden Job-Mixen.
Rückverfolgbarkeit: Status von Teil, Vorrichtung und Werkzeug kann mit Lagerplatz und Auftrag verknüpft werden.
Lights-out-Richtung: Palettenpufferung, bestätigbare Beladezustände und koordinierter Materialfluss reduzieren manuelle Eingriffe.
Skalierbare Architektur: von einer Maschine oder Zelle starten und später auf Host-Rechner, Zentrallager oder AGV-Logik ausbauen.
Wo die Automatisierungsserie am besten passt
Diese Projektrichtungen passen gut zu den im Katalog gezeigten Anwendungsbildern.
Beladeeinheiten für ein bis zwei Maschinen
Ideal für Betriebe, die einen praktischen ersten Schritt in unbeaufsichtigtes Beladen machen wollen, ohne die ganze Linie umzubauen.
Gemischte Produktionszellen für ein bis drei Maschinen
Sinnvoll, wenn mehrere Maschinen eine gemeinsame Paletten- oder Vorrichtungslogik nutzen sollen, Teilefamilien aber getrennt bleiben müssen.
Host-gesteuerte flexible Linien
Passend für Werke mit Bedarf an zentraler Planung, vollständiger Rückverfolgbarkeit und koordinierter Datennutzung zwischen Lager, Bearbeitung und Prüfung.
Massenindividualisierte Produktion
Eine starke Richtung für viele Varianten, kleine Losgrößen und begrenzte Hallenfläche.
Automatisierungs-Bausteine
Was in einer arbeitenden Automationszelle steckt
Sechs wiederkehrende Bausteine aus unseren Installationen — Palettenspeicher, Roboterlader, Förderer und Maschinen-Zellen-Paarungen. Nehmen Sie das, was zu Ihrer Halle passt, und lassen Sie den Rest weg.

Palettenspeicher-Turm
Vertikales Regal mit HMI für gelagerte Paletten — der unbeaufsichtigte Puffer, der Spindeln zwischen Bedienereingriffen am Laufen hält.
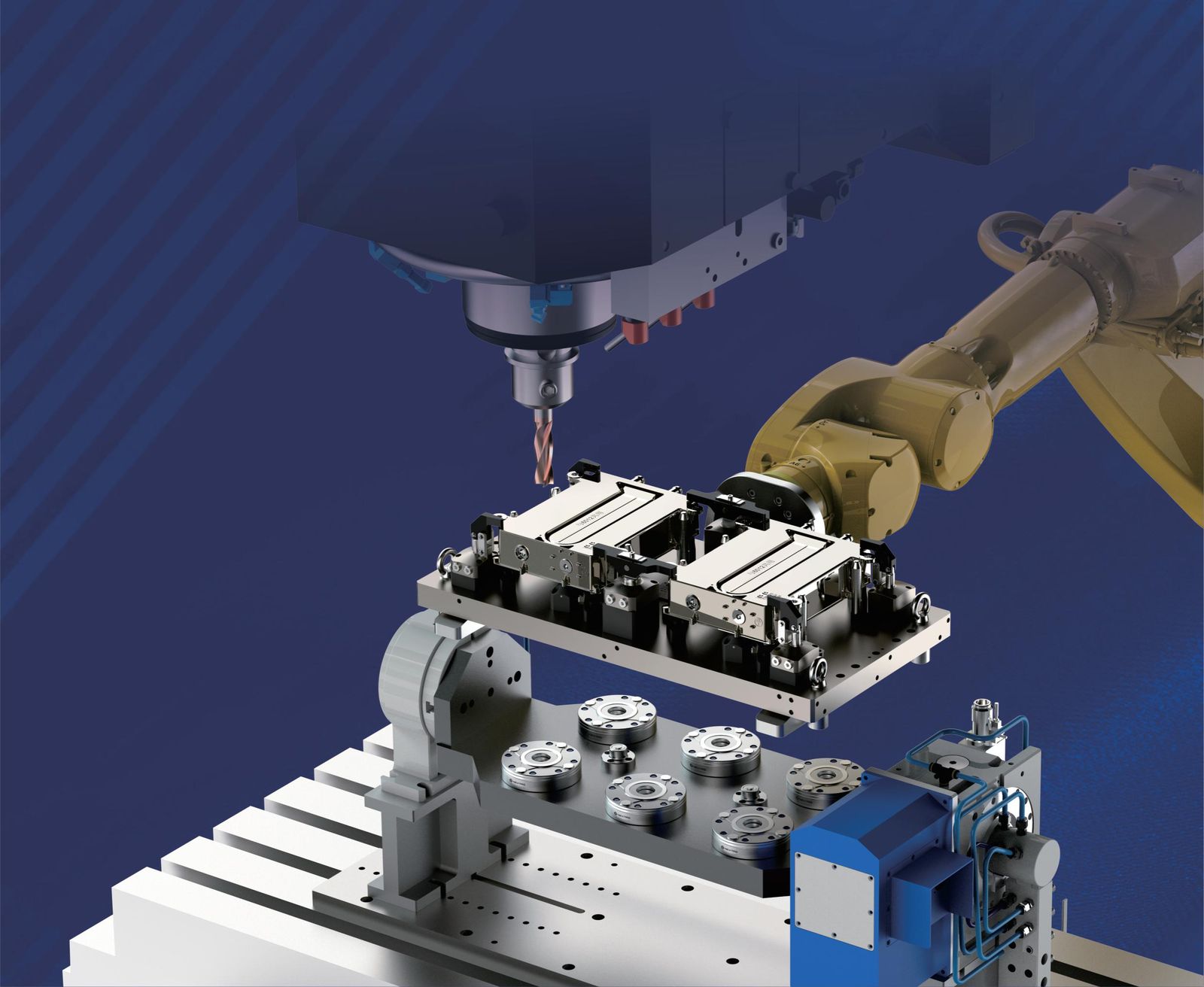
Roboter-Beladestation
6-Achs-Arm mit Tombstone- oder Palettenaufnahme. Schnell, wiederholbar, kompatibel mit demselben Datum-Stack wie offline.

Roboter + CNC integriert
Roboter, Schaltschrank und CNC als gepackte Zelle. Vorverdrahtet, vorvalidiert, eine Stellfläche.
Mehrstationen-Förderer
Palettenförderer mit mehreren Arbeitspositionen. Passt, wenn Losgrößen klein, Varianten aber hoch sind.
Paletten- & Roboterintegration
Wie Paletten und Roboter in der Halle auftauchen
Zwei Ansichten, wie Paletten und Roboter mit dem Rest der Halle verbunden werden — oberer Paletten-Shuttle für Großserien und Einzelmaschine + Zelle für gestaffelte Rollouts.

Oberer Paletten-Shuttle
Deckenmontierter Shuttle bewegt Paletten ohne Bodenfläche zu beanspruchen. Sinnvoll bei engem Hallenlayout.
Maschine + Zelle paarweise
Einzelner CNC plus angegliederte Automationszelle. Risikoärmste Methode, Automatisierung schrittweise einzuführen.
Was Sie vor einem Automationsprojekt vorbereiten sollten
- Maschinenmodell, Steuerungsmarke und aktuelles Beladekonzept
- Teilegrößenbereich, Einzelteilgewicht und Paletten-/Vorrichtungsstrategie
- Ziel-Schichtmodell, mannlose Stunden und erforderliche Taktstabilität
- Ob MES, ERP, Tool-Management oder Traceability angebunden werden müssen
- Verfügbare Stellfläche, Sicherheitsbereich und Anforderungen an Puffer oder Lager
- Erwartete ROI-Richtung: Personalentlastung, Laufzeitgewinn, Kapazitätsaufbau oder Rückverfolgbarkeit
- Bevorzugte erste Phase: kompakte Zelle, Palettenfluss, Roboterhandling oder komplette FMS-Roadmap
- Bereits genutzter Datums- oder Nullpunktstandard in der Fertigung
Häufig gestellte Fragen
Ist die Automatisierungsserie nur für große Fabriken gedacht?
Nein. Die Kataloglogik startet bei kompakten Einheiten und wächst bis zu größeren FMS-Konzepten. Auch kleine und mittlere Hersteller können das Projekt daher passend zu Budget und Teilemix schrittweise aufbauen.
Lässt sich das System mit MES, ERP oder Lager-Software verbinden?
Ja. Die Planungsrichtung umfasst Dashboards, Feinplanung, industrielle Kommunikation und die Anbindung an übergeordnete Systeme wie MES oder andere Produktionsdatenplattformen.
Was ist der beste erste Schritt, wenn wir heute noch weitgehend manuell arbeiten?
Die meisten Hersteller beginnen damit, Paletten, Vorrichtungen und Beladefluss rund um ein oder zwei Maschinen zu standardisieren. Das senkt das Risiko und schafft einen sauberen Ausbaupfad für spätere Automatisierung.
Wie ist die typische Lieferzeit von der PO-Bestätigung bis zum Versand?
Standardartikel aus dem Katalog werden in der Regel 4–6 Wochen nach Bestätigung der Bestellung versendet. Sonderspezifikationen, abgestimmte Paare oder konfigurierte Sets verlängern die Zeit um 1–2 Wochen. Die verbindliche Lieferzeit wird schriftlich bestätigt, sobald Stückliste und Seriennummernkonfiguration festgelegt sind.
Welche Prüf- und Qualitätsdokumente werden mit jeder Einheit mitgeliefert?
Jede Einheit wird mit einem werkseitigen Prüfprotokoll gemäß den gelisteten Spezifikationen geliefert – geometrische Genauigkeit, Wiederholgenauigkeit und Spannkraftwerte, wo anwendbar. Materialzertifikate, Kalibrierunterlagen und schriftliche Garantiebedingungen sind auf Anfrage bei der Bestellung verfügbar.
Ist diese Website mit NEXTAS CO., LTD verbunden?
Verwandte Produkte
Automatischer Palettenwechsler
Sinnvoll, wenn das erste Automationsziel ein schnellerer Palettenwechsel und mehr Spindellaufzeit ist.
Nullpunktspannsysteme
Eine starke Basis für standardisierte Referenzübertragung zwischen manuellen und automatisierten Stationen.
Pneumatische Nullpunktplatte
Empfohlen, wenn das Automationsprojekt auch roboterfreundliche Spannzustandskontrolle und schnelle Wechsel benötigt.
Projektunterstützung anfragen?
Ihr Spanntechnik- oder Automationsprojekt besprechen
Senden Sie uns Maschinenliste, aktuelles Rüstkonzept und Zielausbringung. Wir helfen einzuschätzen, ob der beste erste Schritt eine kompakte Automationseinheit, ein Palettenkonzept oder eine breitere FMS-Richtung ist.
Schnelles Angebot
Angebot für Automatisierungsserie innerhalb von 24 Stunden
Drei Felder genügen – unsere Ingenieure antworten innerhalb eines Werktags mit Preis und Konfigurationsempfehlung.