<0.003 mm。大约 2 微米——差不多一根头发直径的 1/50。在 CNC 工装这件事上,这个数字把"能稳定交出严公差零件的工厂"和"反复打表、反复测、首件一改再改的工厂"分开。航空支架、医疗植入物、半导体治具、模具镶件——只要做这些,5 微米以下的重复精度就不是加分项,是客户默认你能做到的底线。
但重复精度不是买一颗高端卡盘就能解决的。这是个系统级的结果:接口几何、表面状态、热状态、夹紧力、验证方法,每一项都贡献误差。其中任何一项失守,标称"<0.003 mm"的系统就会漂到 ±0.01 mm 甚至更糟。
这篇指南把影响工装重复精度的每个因素拆开讲一遍,并给出一份能在你自己车间地面上跑的验证流程。
关键要点(快速浏览)
- 基准接口的状态是头号因素——干净、淬硬、无损伤是底线。
- 热管理很关键:300 mm 的钢制夹具,温度变 1 °C 大约就是 3.5 µm 的位移。
- 夹紧力要足够顶住切削负载,但又不能大到把工件夹变形。
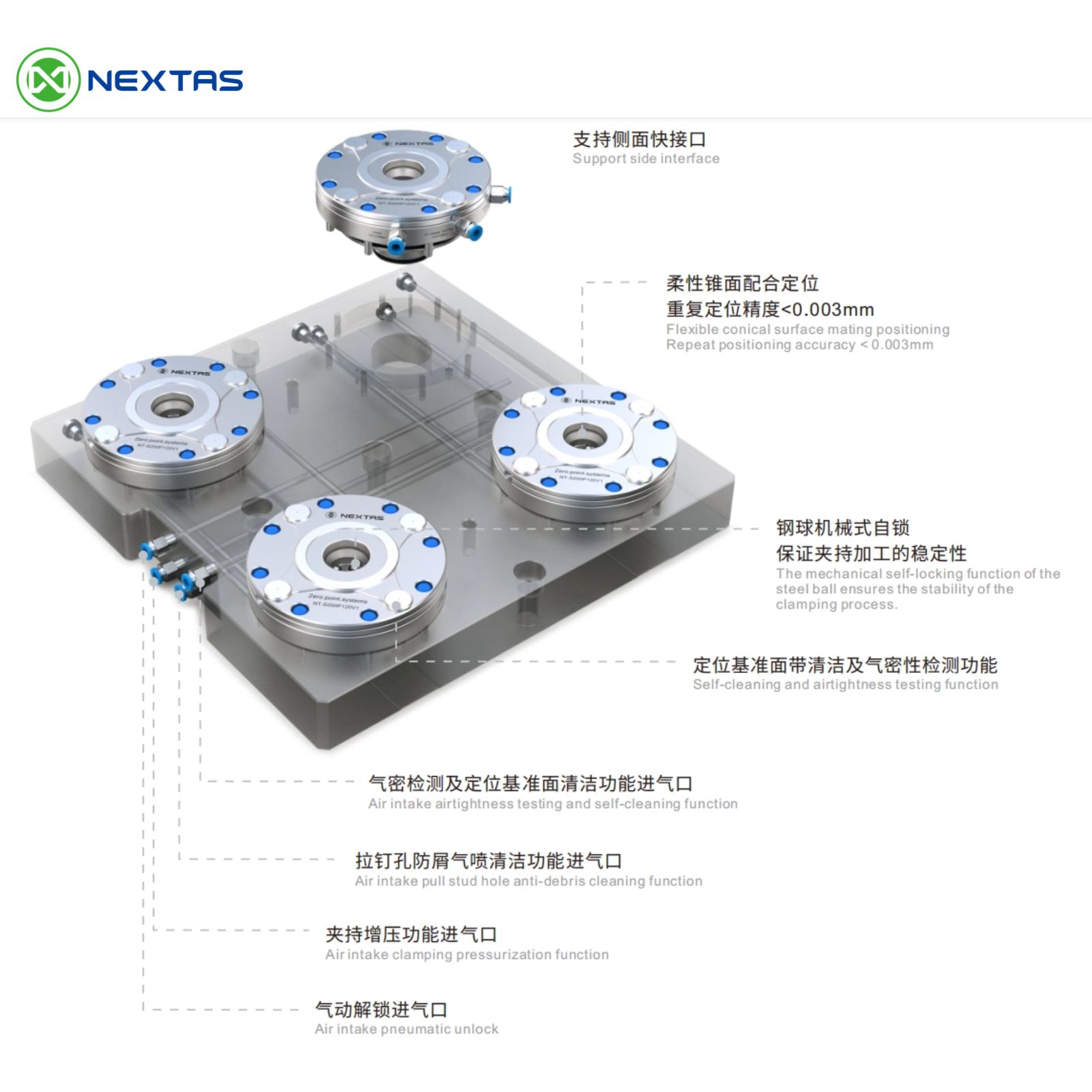
- 带锥面定位的零点系统本身就是自定心结构,每次回到同一个基准位置。
- 验证,别假设:投产前用千分表或测头跑 20 次插拔测试。
1)为什么 <0.003 mm 重复精度很重要
工装的重复精度说的是:把托盘或夹具从机床上拿下来再装回去,能不能落在同一个基准位置、并控制在一个明确的公差带内?对 <0.003 mm 这一档来说,多次插拔后的总极差必须在 0.004 mm(4 µm)以内。
能带来什么
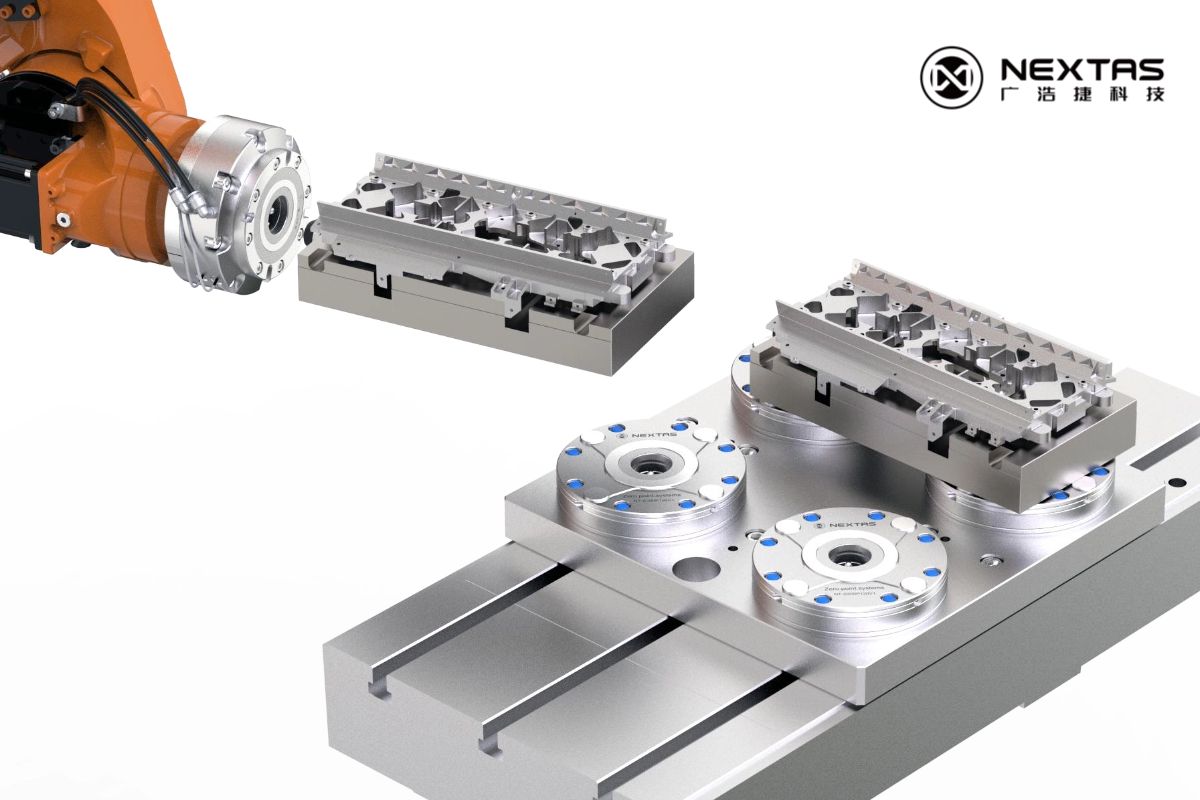
- 机外备料:主轴持续切削,夹具在准备工位组装好。零点托盘换装只需几秒,不是几分钟。
- 多工序一致性:工件在 CNC、CMM、电火花、线切割之间来回流转,零点基准不丢失。
- 首件时间缩短:夹具每次都回到同一个位置,用测头验证就够了,不用手动打表。
- 自动化就绪:机器人托盘交换、FMS 单元都依赖确定的基准回归。重复精度一漂,整个单元就停下来。
重复精度差的代价
每多花一分钟打表,就是一分钟主轴时间。三班制工厂每次换型多 10 分钟,一天就是 30 分钟,单机一年就是180 多小时的产能损失。按常见的车间小时费率折算,直接就是几万美元的毛利蒸发。
2)基准接口设计:一切的基础
基准接口就是夹具和机床工作台(或底板、托盘)相接的地方。这里每出 1 微米误差,都会直接传递到工件上。最关键的两条设计原则:
锥面式自定心几何
平面对平面的基准接口靠摩擦和边缘接触定位。几千次循环之后,微观磨损加上铁屑污染会造成"浮动"——每次重新装夹位置都会有细微偏移。锥面式定位(NEXTAS 零点卡盘采用的方式)的做法是把拉钉引导进锥形座,夹紧力一上去就自动对中。锥面消除了微观间隙,本身就是一个自然、可重复的定位机制。

材料硬度与抗磨损
基准面必须比可能落在上面的任何铁屑、碎屑都硬。NEXTAS 零点卡盘的夹紧接口用淬硬不锈钢(典型硬度 58–62 HRC),防止铁屑造成微观压痕,让几何精度在几万次夹紧循环之后依然保持。
设计经验:如果基准接口材料比工件铁屑还软,重复精度一定会随时间退化。要做 5 µm 以下,淬硬不锈钢或淬硬工具钢是底线。
3)表面准备与清洁纪律
就算你把基准接口加工得再精,只要两个配合面之间夹了 10 µm 的铁屑,等于白做。表面准备这一环,是很多工厂在不知不觉中丢精度的地方。
装夹前清洁流程
- 气吹:每次装夹前用干净、干燥、过滤过的车间气源(不低于 0.5 MPa)吹一遍卡盘内腔和拉钉座。气路里有水汽会留残渣——加一个聚结过滤器。
- 擦拭:关键件做完气吹之后,再用无尘布蘸快挥发溶剂(异丙醇或专用夹具清洁剂)擦一遍。
- 目检:看一眼拉钉锥面和卡盘内孔,5 秒钟,能抓住气吹没吹掉的铁屑。
从结构上防屑
防比擦更划算。NEXTAS 零点卡盘采用封闭卡盘内孔 + 集成气幕结构:加工过程中维持微正压,内部机构不进切削液和铁屑。卡盘空着的时候(拉钉拔出),内孔依然受保护——下一次装夹一开始就是干净的。
4)5 微米以下精度的热管理
钢的膨胀系数大约是 11.7 µm/m/°C。对一块 300 mm 的夹具底板来说,温度变 1 °C 就是大约 3.5 µm 的尺寸漂移——这已经把你 <0.003 mm 的预算啃掉一大块。这一档精度,热管理不是选配。
实操热管理规则
- 测量前先等稳:重粗加工之后夹具和工件都是热的。等 15–30 分钟(或用切削液跑一刀精加工再测)再做关键尺寸测量。
- 切削液温度稳定:切削液温度一天波动 ±3 °C,夹具尺寸就跟着波动。装冷水机或恒温切削液系统,省下来的废品费很快就回本。
- 机床热机程序:首件验证前先让主轴和各轴跑一轮热机。大多数 CNC 机床需要 20–40 分钟才能进入热平衡。
- 对称的夹具设计:对称的夹具底板会均匀膨胀。不对称的设计会产生不均匀热膨胀,让基准漂在一个不可预测的方向上。
实操建议:如果车间温度一天波动超过 ±2 °C,热效应会主导你的重复精度误差。给机床区做恒温控制,通常比一味升级工装去追公差便宜。
5)夹紧力策略:够用但不过头
夹紧力要做两件事:把工件牢牢顶住切削负载,把基准接口压实。但夹紧力过大会带来自己的麻烦——夹具或工件弹性变形,松开时基准就位移了。
机械自锁保证夹紧力一致
气动或液压夹紧会随供压波动。NEXTAS 零点系统采用的机械自锁结构(弹簧 + 钢球)能给出一个固定、可重复的夹紧力,不受气源波动影响。气动回路只负责打开卡盘;夹紧靠弹簧组完成。所以第一次夹紧和第一万次夹紧的力是一样的。
变形预算
遇到薄壁件或者轻型夹具板,用基础梁理论或 FEA 算一下夹紧力下的弹性变形。如果变形超出重复精度目标,要么增加支撑点,要么改用低力夹紧策略(真空辅助、随形夹爪、分散夹紧等)。
6)面向 <0.003 mm 的零点定位系统
一套设计得当的零点定位系统,把上面这些原则集成到一个标准化接口里。NEXTAS 产品系列对应的重复精度档位如下:
| 系统 | 重复精度 | 夹紧力 | 核心特点 | 适用场景 |
|---|---|---|---|---|
| P85 | <0.003 mm | 4,000 N | 紧凑、适合 5 轴 | 小电极、精密零件 |
| P120 | <0.003 mm | 12,000 N | 通用铣加工主力 | 常规 CNC、夹具托盘 |
| P195 | <0.003 mm | 40,000 N | 重载下拉 | 大工件、重粗加工 |
| BDS 系列 | <3 µm | 60,000 N | 超高精度定位 | 严公差单元、检测治具 |
所有 NEXTAS 零点卡盘共享下面这些为重复精度设计的特性:
- 锥面式自定心,每次回到同一个基准
- 淬硬不锈钢接口(58–62 HRC),保证长期几何稳定
- 机械自锁,夹紧力不依赖气压
- 集成气幕,防铁屑和切削液
- 到位检测(气密性验证),让自动化心里有底
7)车间验证流程
规格书上写的,不能替代你在自己机床、自己夹具、自己车间条件下的验证。一份逐步走的流程,用来确认 <0.003 mm 重复精度:
需要的设备
- 分辨率 1 µm 的杠杆千分表(DTI),或机床装的测头
- 装在夹具上、已校准的标准棒或环规
- 数据记录表(或电子记录器)
操作步骤
- 把零点底板装到机床台面上。检查平面度,按规格力矩拧紧。
- 把测试夹具(带标准棒)装到零点系统上,完全夹紧。
- 把 DTI 在标准棒上 X、Y 两个正交方向各调零一次。
- 记下初始读数。
- 松开,把夹具完全抬离零点接收器后重新装夹,再次夹紧。
- 记下新的 DTI 读数(X、Y)。
- 5–6 步至少重复 20 次。循环越多,统计置信度越高。
- 计算:极差 = 最大值 − 最小值。<0.003 mm 这一档,X、Y 方向极差都必须 ≤0.004 mm。
进阶建议:开班(冷机)测一次,开工 2 小时后(热机)再测一次。两次差异明显,说明热效应主导了你的重复精度预算。
8)常见重复精度杀手与对策
想要给现有方案做一次重复精度审视?把你的机床型号、夹具布局和公差目标发给我们——我们会审核你的基准策略并给出改进建议。