<0,003 mm. To dwa mikrony — mniej więcej 1/50 grubości ludzkiego włosa. W mocowaniu CNC ta liczba oddziela zakłady, które potrafią pewnie dostarczać części o ciasnych tolerancjach, od tych, które tracą godziny na ponowne ustawianie, ponowne sondowanie i ponowne wykonywanie sztuk próbnych. Jeśli obrabiasz wsporniki lotnicze, implanty medyczne, oprzyrządowanie półprzewodnikowe lub wkładki form, powtarzalność poniżej 5 mikronów nie jest opcją — to bazowy poziom oczekiwany przez Twoich klientów.
Ale powtarzalność nie bierze się z zakupu uchwytu z najwyższej półki i odhaczenia tematu. Jest to rezultat na poziomie systemowym: geometria interfejsu, stan powierzchni, stan termiczny, siła mocowania i metoda weryfikacji — wszystkie razem na to wpływają. Wystarczy pomylić jeden z tych elementów, a Twój system "<0,003 mm" zacznie odpływać do ±0,01 mm lub gorzej.
Ten przewodnik omawia każdy czynnik wpływający na powtarzalność mocowania — i daje Ci praktyczny protokół weryfikacji we własnym zakładzie.
Najważniejsze wnioski (szybki przegląd)
- Stan interfejsu odniesienia to czynnik nr 1 — czyste, hartowane i nieuszkodzone powierzchnie są bezdyskusyjne.
- Dyscyplina termiczna ma znaczenie: 1 °C na stalowym uchwycie 300 mm = przesunięcie ~3,5 µm.
- Siła mocowania musi być wystarczająca, aby przeciwstawić się obciążeniom skrawania, ale kontrolowana, aby uniknąć deformacji detalu.
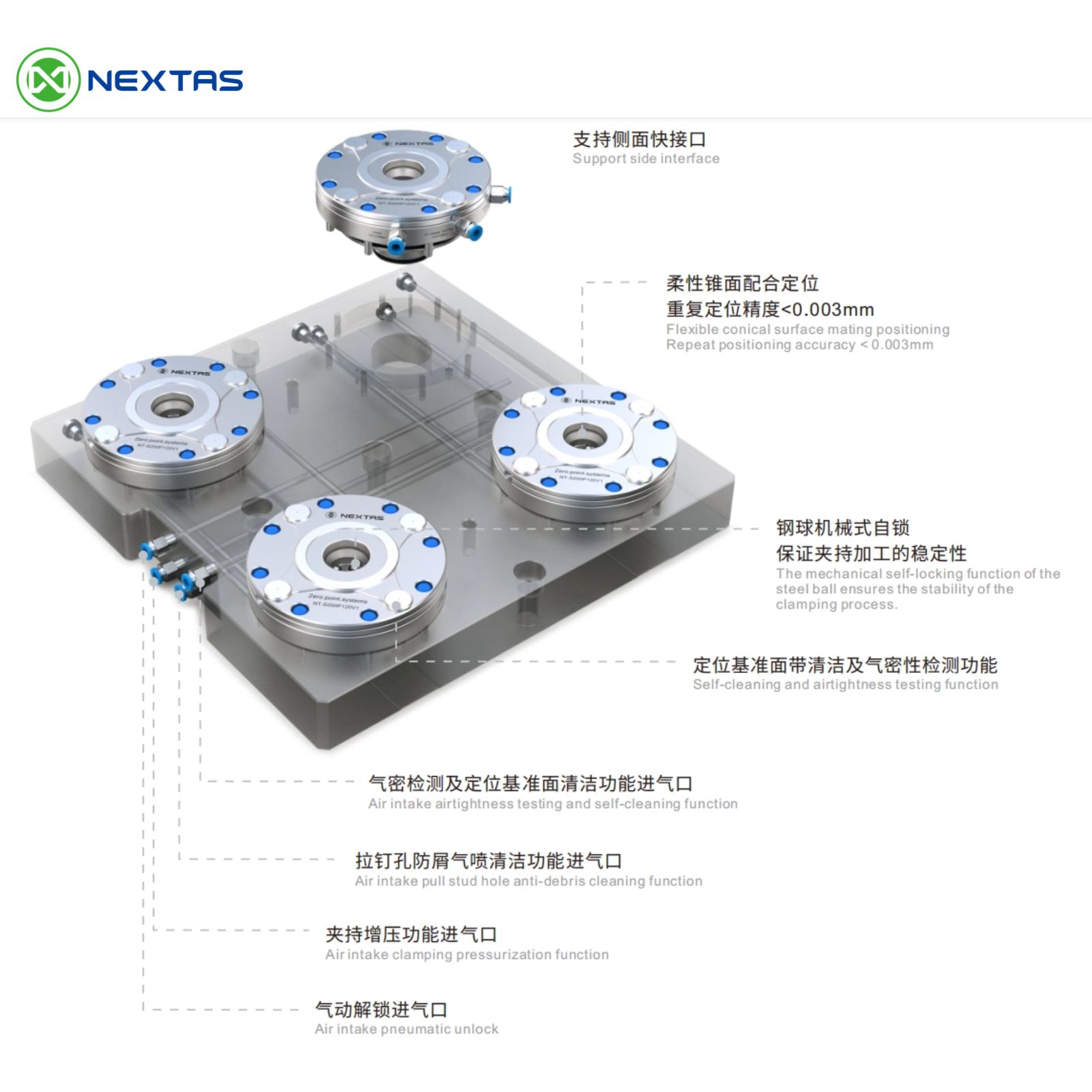
- Systemy punktu zerowego z pozycjonowaniem stożkowym zapewniają wbudowane samocentrowanie dla powtarzalnego powrotu do punktu odniesienia.
- Weryfikuj, nie zakładaj: wykonaj 20-cyklowy test osadzania/zdejmowania z DTI lub sondą dotykową przed produkcją.
1) Dlaczego powtarzalność <0,003 mm ma znaczenie
Powtarzalność w mocowaniu oznacza: czy potrafisz zdjąć paletę lub uchwyt z maszyny i ponownie osadzić go w tej samej pozycji odniesienia w określonym zakresie tolerancji? Dla klasy <0,003 mm całkowity rozstęp w wielu cyklach osadzania/zdejmowania musi mieścić się w 0,004 mm (4 µm).
Co to umożliwia
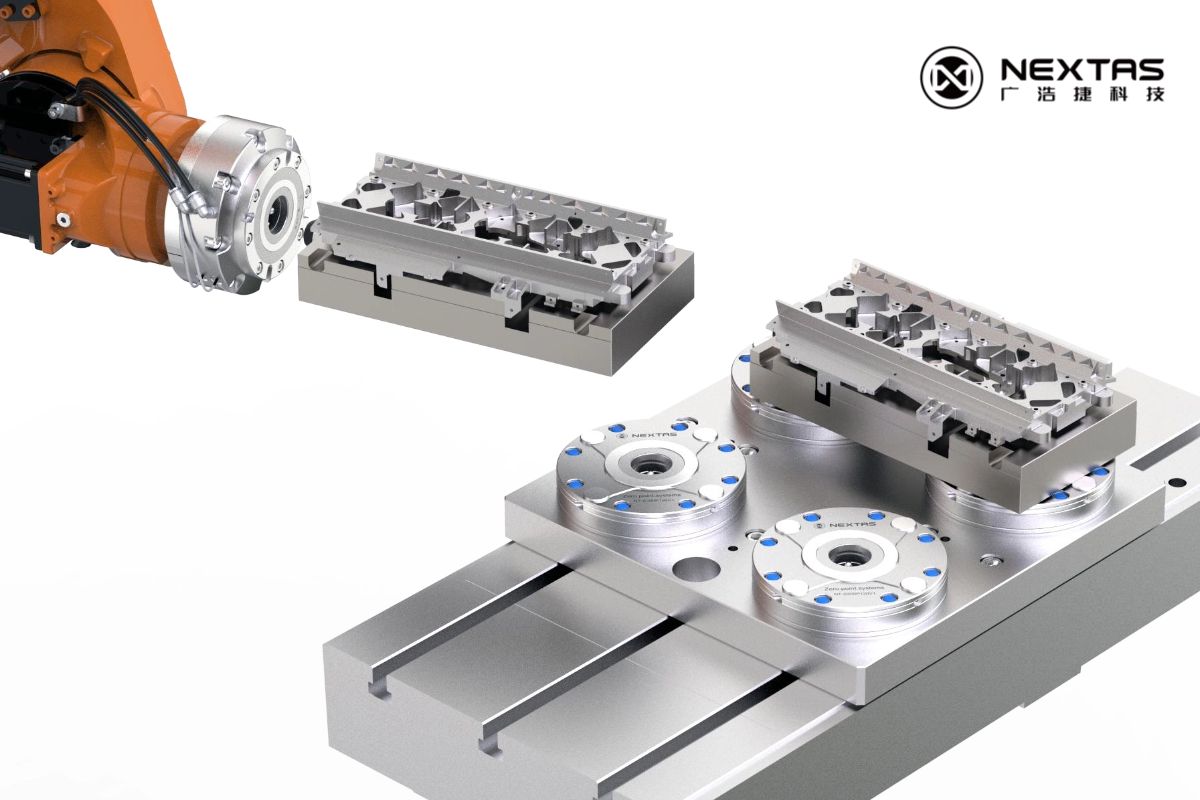
- Ustawienie offline: Buduj uchwyty na stanowisku przygotowawczym, podczas gdy wrzeciono dalej skrawa. Palety z punktem zerowym wymienia się w sekundach, a nie minutach.
- Spójność wielu operacji: Przenoś detal z CNC do CMM, do EDM, do drążarki drutowej i z powrotem — bez utraty punktu zerowego.
- Krótszy czas pierwszej sztuki: Gdy uchwyt zawsze wraca w to samo miejsce, weryfikacja sondą zastępuje ręczne ustawianie.
- Gotowość do automatyzacji: Robotyczne zmieniarki palet i gniazda FMS zależą od deterministycznego powrotu do punktu odniesienia. Jeśli powtarzalność dryfuje, gniazdo się zatrzymuje.
Koszt słabej powtarzalności
Każda dodatkowa minuta spędzona na ustawianiu uchwytu kosztuje czas pracy wrzeciona. Jeśli Twój zakład pracuje na 3 zmiany i każde przezbrojenie dodaje 10 minut ponownego ustawiania, to 30 minut dziennie — ponad 180 godzin rocznie utraconej produkcji na maszynę. Przy typowej stawce zakładu przekłada się to bezpośrednio na dziesiątki tysięcy dolarów utraconej marży.
2) Projektowanie powierzchni odniesienia: fundament
Powierzchnia odniesienia to miejsce, w którym uchwyt styka się ze stołem maszyny (lub podpłytą, lub paletą). Każdy mikron błędu w tym miejscu propaguje się bezpośrednio na detal. Dwie zasady projektowe mają największe znaczenie:
Stożkowa geometria samocentrująca
Powierzchnie odniesienia płaska-na-płaską opierają się na tarciu i kontakcie krawędziowym. Po tysiącach cykli mikrozużycie i zanieczyszczenie wiórami powodują "pływanie" — uchwyt nieznacznie przesuwa się przy każdym ponownym osadzeniu. Pozycjonowanie stożkowe (stosowane w uchwytach z punktem zerowym NEXTAS) rozwiązuje ten problem, prowadząc trzpień (pull stud) w stożkowe gniazdo, które samocentruje się pod wpływem siły mocującej. Stożek eliminuje mikroszczeliny i zapewnia naturalny, powtarzalny mechanizm pozycjonowania.

Twardość materiału i odporność na zużycie
Powierzchnie odniesienia muszą być twardsze niż jakikolwiek wiór czy zanieczyszczenie, które na nich wyląduje. Uchwyty z punktem zerowym NEXTAS wykorzystują hartowaną stal nierdzewną (zwykle 58–62 HRC) jako interfejs mocujący. Zapobiega to mikro-wgnieceniom od wiórów i utrzymuje dokładność geometryczną przez dziesiątki tysięcy cykli mocowania.
Reguła projektowa: Jeśli materiał Twojego interfejsu odniesienia jest miększy niż wióry obrabianego materiału, powtarzalność z czasem się pogorszy. Hartowana stal nierdzewna lub hartowana stal narzędziowa to minimum dla celów powtarzalności poniżej 5 µm.
3) Przygotowanie powierzchni i dyscyplina czyszczenia
Najprecyzyjniej obrobiony interfejs odniesienia staje się bezużyteczny, jeśli między powierzchniami współpracującymi siedzi wiór 10 µm. Przygotowanie powierzchni jest miejscem, w którym wiele zakładów traci powtarzalność, nie zdając sobie z tego sprawy.
Protokół czyszczenia przed osadzeniem
- Przedmuch sprężonym powietrzem: Używaj czystego, suchego, filtrowanego powietrza warsztatowego (minimum 0,5 MPa) do przedmuchu wnętrza uchwytu i gniazda trzpienia przed każdym osadzeniem. Wilgoć w przewodzie powietrza zostawia osad — stosuj filtr koalescencyjny.
- Przetarcie: Dla krytycznych prac po przedmuchu wytrzyj niepylącą szmatką nasączoną szybko parującym rozpuszczalnikiem (alkohol izopropylowy lub dedykowany środek czyszczący do uchwytów).
- Inspekcja wzrokowa: Szybkie sprawdzenie wzrokowe stożka trzpienia i otworu uchwytu zajmuje 5 sekund i wyłapuje wióry, których sprężone powietrze nie zdjęło.
Ochrona przed wiórami w samej konstrukcji
Zapobieganie pokonuje czyszczenie. Uchwyty z punktem zerowym NEXTAS wykorzystują uszczelnione otwory uchwytu ze zintegrowanym nadmuchem powietrza. Małe nadciśnienie utrzymuje wewnętrzny mechanizm wolny od chłodziwa i wiórów podczas obróbki. Gdy uchwyt jest pusty (trzpień zdjęty), otwór pozostaje chroniony — dzięki czemu następny cykl mocowania zaczyna się czysto.
4) Zarządzanie cieplne dla dokładności poniżej 5 mikronów
Stal rozszerza się z prędkością około 11,7 µm/m/°C. Dla płyty uchwytu o długości 300 mm zmiana temperatury o 1 °C powoduje ok. 3,5 µm przesunięcia wymiarowego — już znaczna część Twojego budżetu <0,003 mm. Zarządzanie cieplne nie jest opcjonalne na tym poziomie tolerancji.
Praktyczne zasady termiczne
- Stabilizuj przed pomiarem: Po ciężkim cięciu zgrubnym uchwyt i detal są ciepłe. Pozostaw 15–30 minut na stabilizację (lub wykonaj przejście wykańczające z chłodziwem) przed wykonaniem krytycznych pomiarów.
- Stała temperatura chłodziwa: Jeśli temperatura chłodziwa waha się ±3 °C w ciągu dnia, wymiary uchwytu wahają się razem z nią. Chiller lub system chłodzenia z kontrolą temperatury zwraca się w postaci mniejszej liczby braków.
- Rutyna rozgrzewania maszyny: Uruchom wrzeciono i osie w cyklu rozgrzewania przed weryfikacją pierwszej sztuki. Większość maszyn CNC potrzebuje 20–40 minut na osiągnięcie równowagi termicznej.
- Symetryczna konstrukcja uchwytu: Symetryczna płyta uchwytu rozszerza się równomiernie. Asymetryczna konstrukcja tworzy różnicowy wzrost termiczny, który nieprzewidywalnie przesuwa punkt odniesienia.
Praktyczna wskazówka: Jeśli temperatura w Twoim zakładzie waha się o ponad ±2 °C w ciągu dnia, efekty termiczne zdominują Twój błąd powtarzalności. Inwestycja w klimatyzację strefy maszyny jest często tańsza niż gonienie tolerancji lepszym oprzyrządowaniem.
5) Strategia siły mocowania: wystarczająco, ale nie za dużo
Siła mocowania musi spełniać dwa zadania: pewnie utrzymać detal pod obciążeniem skrawania i w pełni osadzić powierzchnię odniesienia. Ale nadmierna siła mocowania wprowadza własne problemy — sprężyste odkształcenie uchwytu lub detalu, które przesuwa punkt odniesienia po zwolnieniu.
Mechaniczna samoblokada dla stałej siły
Mocowanie pneumatyczne lub hydrauliczne może się zmieniać wraz z ciśnieniem zasilania. Mechaniczna samoblokada (sprężyna + kulka stalowa) stosowana w systemach punktu zerowego NEXTAS zapewnia stałą, powtarzalną siłę mocowania niezależnie od wahań w zasilaniu powietrzem. Obwód pneumatyczny tylko otwiera uchwyt; pakiet sprężyn dokonuje mocowania. Oznacza to, że siła mocowania jest taka sama w pierwszym cyklu i w dziesięciotysięcznym cyklu.
Budżet odkształceń
Dla cienkościennych detali lub lekkich płyt uchwytu oblicz odkształcenie sprężyste pod siłą mocowania używając podstawowej teorii belek lub MES. Jeśli odkształcenie przekracza Twój cel powtarzalności, potrzebujesz albo więcej punktów podparcia, albo strategii mocowania o niższej sile (np. wspomaganie podciśnieniem, szczęki dopasowujące się lub mocowanie rozproszone).
6) Systemy mocowania z punktem zerowym dla <0,003 mm
Dobrze zaprojektowany system mocowania z punktem zerowym integruje wszystkie powyższe zasady w jednym, zestandaryzowanym interfejsie. Oto jak gama produktów NEXTAS odpowiada celom powtarzalności:
| System | Powtarzalność | Siła mocowania | Kluczowa cecha | Najlepsze zastosowanie |
|---|---|---|---|---|
| P85 | <0,003 mm | 4 000 N | Kompaktowy, przyjazny dla 5 osi | Małe elektrody, części precyzyjne |
| P120 | <0,003 mm | 12 000 N | Standardowy koń roboczy do frezowania | Ogólne CNC, palety uchwytów |
| P195 | <0,003 mm | 40 000 N | Mocny dociąg do pracy ciężkiej | Duże detale, agresywne zgrubne |
| Seria BDS | <3 µm | 60 000 N | Pozycjonowanie ultra-precyzyjne | Gniazda o ciasnych tolerancjach, oprzyrządowanie inspekcyjne |
Wszystkie uchwyty z punktem zerowym NEXTAS mają te cechy zapewniające powtarzalność:
- Stożkowe samocentrowanie dla spójnego powrotu do punktu odniesienia
- Hartowane interfejsy ze stali nierdzewnej (58–62 HRC) dla długoterminowej stabilności geometrycznej
- Mechaniczna samoblokada dla siły mocowania niezależnej od ciśnienia
- Zintegrowany nadmuch powietrza chroniący przed wiórami i chłodziwem
- Kontrola dosiadu (weryfikacja szczelności pneumatycznej) dla pewności w automatyzacji
7) Protokół weryfikacji na hali produkcyjnej
Deklaracje w karcie katalogowej nie zastąpią weryfikacji na Twojej maszynie, z Twoim uchwytem, w warunkach Twojego zakładu. Oto protokół krok po kroku potwierdzający powtarzalność <0,003 mm:
Potrzebny sprzęt
- Czujnik zegarowy (DTI) o rozdzielczości 1 µm lub sonda dotykowa zamontowana w maszynie
- Kalibrowany pręt testowy lub pierścień wzorcowy zamontowany na uchwycie
- Arkusz do zapisu danych (lub rejestrator cyfrowy)
Procedura
- Zamontuj płytę bazową punktu zerowego na stole maszyny. Sprawdź, czy jest płaska i dokręcona zgodnie ze specyfikacją.
- Zamontuj uchwyt testowy (z prętem testowym) na systemie punktu zerowego. Zaciśnij całkowicie.
- Ustaw DTI na zero w dwóch ortogonalnych punktach (X i Y) na pręcie testowym.
- Zapisz początkowy odczyt.
- Zwolnij zacisk, podnieś uchwyt całkowicie poza odbiorniki punktu zerowego i osadź ponownie. Ponownie zaciśnij.
- Zapisz nowe odczyty DTI w X i Y.
- Powtórz kroki 5–6 co najmniej 20 razy. Więcej cykli daje wyższą pewność statystyczną.
- Oblicz: Rozstęp = Max odczyt − Min odczyt. Dla klasy <0,003 mm rozstęp musi wynosić ≤0,004 mm zarówno w X, jak i w Y.
Wskazówka eksperta: Wykonaj test na początku zmiany (zimna maszyna) i ponownie 2 godziny po rozpoczęciu produkcji (ciepła maszyna). Jeśli wyniki w stanie ciepłym znacząco różnią się od wyników w stanie zimnym, efekty termiczne dominują w Twoim budżecie powtarzalności.
8) Najczęstsi zabójcy powtarzalności i ich rozwiązania
Potrzebujesz audytu powtarzalności swojego stanowiska? Prześlij nam model maszyny, układ uchwytu i cel tolerancji — przeanalizujemy Twoją strategię odniesień i zarekomendujemy ulepszenia.