Типичное подключение
6 ± 1 бар, воздух чистый/сухой
Назначение
Открывает зажим для загрузки
Лучшая практика
Короткие шланги; фильтр 5 µm (или лучше)

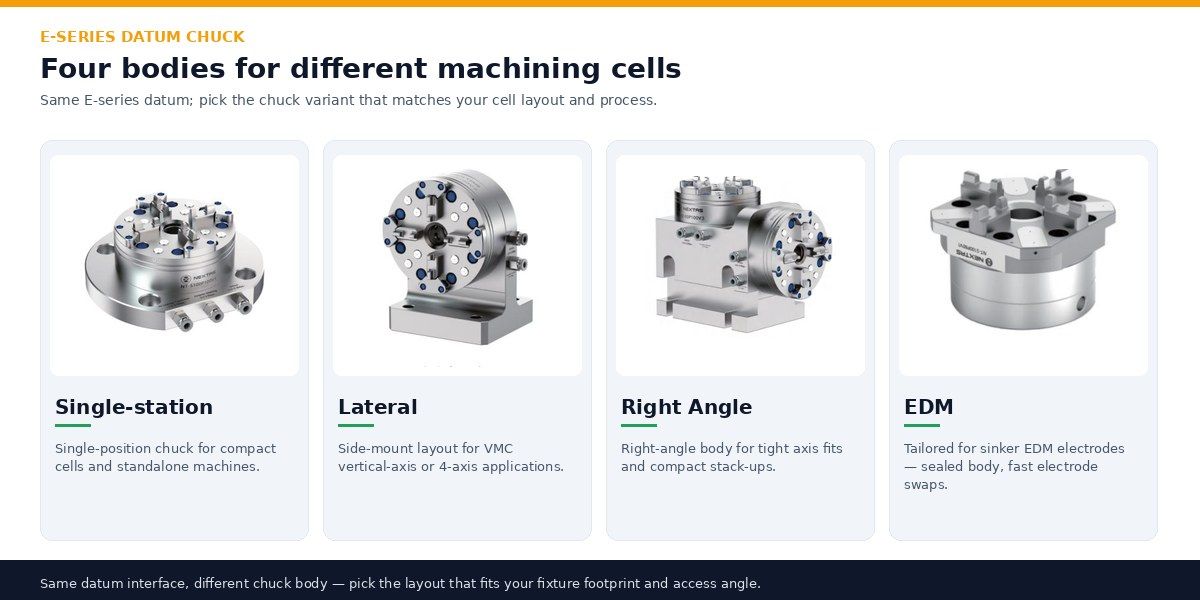
Патрон серии E от NEXTAS — это точная базовая платформа для EDM и автоматизированного позиционирования. В актуальном каталоге представлены конфигурации Model 100: стандартная, угловая, боковая вертикальная и EDM-ориентированная, чтобы стандартизировать повторяемую передачу базы между EDM, WEDM, шлифованием и контролем.
Лучший выбор
Лучше всего подходит для электродных и прецизионных рабочих процессов, требующих повторяемой передачи между ЭЭО, ВЭЭО, шлифовкой, предварительной настройкой и контролем.
Сначала сравните
Это обычно определяет, какой вариант — стандартный пневматический, боковой вертикальный или угловой — лучше всего подходит до сравнения конкретных моделей.
Далее
Используйте ссылки ниже, когда реальное узкое место — выбор, интеграция или планирование обслуживания.
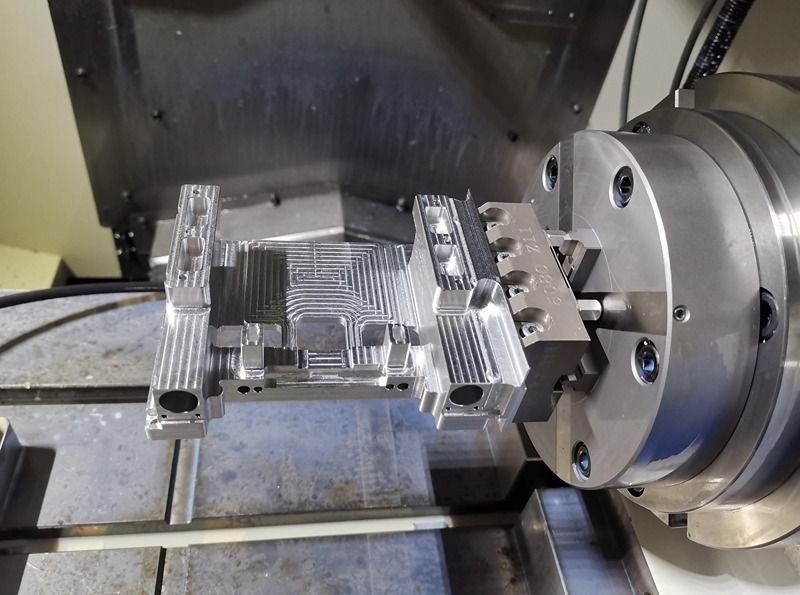
Патрон серии E от NEXTAS работает как платформа переноса базы для высокоточного зажима и повторяемого базирования. Пневматическое разжимание открывает зажимной механизм для загрузки держателя или паллеты, а механическая самоблокирующаяся структура фиксирует интерфейс после снятия воздуха. На практике это даёт стабильную базу по Z, более быстрые переналадки и более предсказуемую автоматизацию.

Каталожные варианты E-Series используют корпуса из закалённой нержавеющей стали, самоочищающиеся базовые поверхности, контроль герметичности позиционирования и очистку внутреннего отверстия. В зависимости от конфигурации доступны горизонтальные, угловые, боковые вертикальные и EDM-ориентированные исполнения.
Обзор по каталогу для актуально перечисленных вариантов E-Series Model 100.
| Параметр | Каталожные варианты |
|---|---|
| Семейство моделей | NT-S100P100V1 / NT-S100P100V2 / NT-S100P100V3 / NT-S100P80V1 |
| Концепция позиционирования | Базовая система с механической самоблокировкой и пневматическим разжиманием |
| Точность повторного позиционирования | <0,003 мм |
| Усилие зажима | >6 000 Н (NT-S100P100V1 / V2 / V3), 4 000 Н (NT-S100P80V1) |
| Нагрузка зажима | 15 кг указано для NT-S100P80V1 |
| Рабочее давление | 0,5–0,8 МПа |
| Совместимый тянущий штифт | NT-S200P55V2 |
| Материал | Закалённая нержавеющая сталь |
| Диапазон массы | 2,0 кг / 5,3 кг / 7,1 кг / 17,7 кг в зависимости от варианта |
| Модель | Конфигурация | Повторяемость | Зажим | Давление | Вес |
|---|---|---|---|---|---|
| NT-S100P100V1 | Пневматический патрон, модель 100 | <0,003 мм | >6 000 Н | 0,5–0,8 МПа | 5,3 кг |
| NT-S100P100V2 | Пневматический патрон модель 100, боковое вертикальное исполнение | <0,003 мм | >6 000 Н | 0,5–0,8 МПа | 7,1 кг |
| NT-S100P100V3 | Пневматический патрон модель 100, угловое исполнение | <0,003 мм | >6 000 Н | 0,5–0,8 МПа | 17,7 кг |
| NT-S100P80V1 | Пневматический патрон для EDM | <0,003 мм | 4 000 Н / нагрузка 15 кг | 0,5–0,8 МПа | 2,0 кг |
Матрица вариантов Model 100
Если вы стандартизируете поток EDM-электродов или автоматизированную паллетную ячейку, рассматривайте E-Series как базовую платформу, а не как обычный патрон. Выбирайте вариант по доступу к станку, направлению индексирования, типу держателя и требуемой нагрузке, а затем подтверждайте сочетание держателя и тянущего штифта перед стандартизацией на нескольких станках.
| Процесс | Рекомендуемый держатель и аксессуары | Преимущество | Примечания |
|---|---|---|---|
| Прошивная EDM — электроды | ITS-держатель электрода + мастер-держатель | Быстрая смена с постоянным Z | При графитовой суспензии продувайте перед зажимом |
| Палетный пул wire EDM | ITS-палета/носитель + подтверждение зажима | Стабильная база для unattended смен | Простой сигнал OK/NG в робот/APC |
| Шлифование / jig grinding | Короткий жёсткий holder + чистка | Меньше суммарной погрешности и виброрисков | Чистый сухой воздух и регулярная протирка |
| Высокоскоростная обработка электродов | Сбалансированный holder + защитный обдув | Сохраняет повторяемость при частых сменах | Учитывайте защиту от аэрозоля СОЖ |
| CMM / контроль | Мастер-holder + фиксированный datum | Быстрая проверка базы Z между станками | Зафиксируйте ID мастер-holder в плане качества |
Длинные ключевые фразы: базовый патрон E-Series для EDM-электродов, пневматический базовый патрон в стиле ITS 50, патрон с повторяемостью <0,003 мм, EDM-патрон из закалённой нержавеющей стали, боковой вертикальный EDM-патрон, угловой пневматический патрон, автоматизированная паллетная базовая система.

Коррозионностойкая конструкция и высокая точность делают его отраслевым стандартом для крепления электродов и заготовок на прошивных и проволочно-вырезных станках.

Обеспечивает жесткую и стабильную основу для операций высокоскоростного фрезерования. Заготовки можно предварительно устанавливать на паллеты вне станка и быстро загружать, максимально увеличивая время работы шпинделя.
Исключительная повторяемость критически важна для операций прецизионного шлифования, обеспечивая максимальную точность при жестких допусках и высокое качество поверхности.

Возможность перемещать заготовку между различными технологическими процессами на одном держателе меняет правила игры, радикально сокращая время выполнения заказов и повышая точность.
Повторяемость в автоматизации — это результат всей системы: чистого воздуха, чистых базовых поверхностей и стабильной процедуры базирования. Используйте контрольный список ниже, чтобы предсказуемо сохранять производительность <0,003 мм на протяжении тысяч циклов.
Совет: в робот-ячейке добавьте подтверждение зажима + контроль давления в PLC, чтобы робот уезжал только при полностью заблокированном патроне.


ВАРИАНТЫ E-SERIES
Single-station, Lateral, Right Angle или EDM — один интерфейс E-Series, выбираете под раскладку станка и процесс.
Этот справочник охватывает выбор подходящего варианта патрона автоматизации EDM серии E, интеграцию в копировально-прошивной электроэрозионный станок, проволочный электроэрозионный станок или шлифовальную ячейку и удержание узкой повторяемости базы Z на тысячах безлюдных смен электродов.
Нужна схема крепления под ваш стол EDM, проверка совместимости держателей ITS-50 или схема разводки воздуха?
СвязатьсяИзучите другие решения, дополняющие патрон серии E и улучшающие вашу производственную линию.

Универсальный патрон для различных задач механической обработки, обеспечивающий надежный зажим.
Подробнее
Точное центрирование заготовок различных размеров для точного фрезерования и сверления.
Подробнее
Максимизируйте время безотказной работы станка благодаря плавной автоматической смене паллет для непрерывного производства.
ПодробнееПолучите экспертные советы о том, как оптимизировать производственные процессы.

Советы по эффективности

Производительность

Мнение экспертов
Чек-лист покупки/FAT/SAT: подтвердите повторяемость, надёжность зажима и чистоту посадки для автономной EDM-автоматизации.
Для запроса: модели станков, среда EDM/СОЖ, стандарт holder/палета (ITS 50), ожидаемое число циклов и необходимость I/O подтверждения. Подберём порты, клапаны и интервалы обслуживания.
В актуальном каталоге указана точность <0,003 мм для NT-S100P100V1, NT-S100P100V2, NT-S100P100V3 и NT-S100P80V1.
Система использует пневматическое разжимание и механическую самоблокировку. В каталоге указано >6 000 Н для основных вариантов Model 100, а для NT-S100P80V1 — 4 000 Н и нагрузка зажима 15 кг.
Да. Эта страница позиционирует E-Series для интеграции в стиле ITS 50 / ER-036345. Перед стандартизацией подтвердите посадку держателя, выбор тянущего штифта и интерфейс станка для вашей конкретной задачи.
Прошивной EDM, паллетизация wire EDM, обработка электродов, шлифование и контроль, где важна повторяемая Z-база.
Порты продува очищают сопрягаемые поверхности при разжиме. В тяжелом шламе EDM добавьте циклы очистки/протирки.
Чистый, сухой воздух 6 ± 1 бар с фильтрацией (~5 мкм) и осушением/сливом конденсата для защиты уплотнений и стабильной работы.
Стандартизируйте ITS-держатели и используйте мастер-держатель. Настройте один раз и периодически проверяйте базу мастером.
Да. Используйте подтверждение зажима (датчик или блокировка по давлению), чтобы робот двигался только при зафиксированном зажиме.
Плоскостность и жесткость, отсутствие деформации от неравномерной затяжки, проверка повторяемости после 20–50 циклов.
Регулярная очистка базовых поверхностей, продув перед зажимом и плановая проверка уплотнений/пружин, особенно при диэлектрике и графите.
Стандартные каталожные изделия обычно отгружаются через 4–6 недель после подтверждения заказа на поставку. Специальные спецификации, согласованные пары и сконфигурированные комплекты добавляют 1–2 недели. Обязательный срок поставки подтверждается письменно после фиксации BOM и серийной конфигурации.
Каждая единица поставляется с заводским протоколом контроля по указанным спецификациям — геометрическая точность, повторяемость и усилие зажима, где применимо. Сертификаты материалов, записи о калибровке и письменные гарантийные условия предоставляются по запросу при оформлении заказа.
Быстрый расчёт
Достаточно трёх полей — наши инженеры ответят в течение рабочего дня с ценой и рекомендацией по конфигурации.