Пневматические тиски NEXTAS предназначены для повторяемого зажима в автоматизированных ячейках и серийном производстве. Пневмогидравлический усилитель обеспечивает стабильное усилие и упрощает загрузку и выгрузку роботами.
Мощное усиленное зажимное усилие: Генерирует до 4000 кгс, легко справляясь с различными задачами тяжелой обработки.
Быстрый и стабильный привод: Обеспечивает быстрое открытие и закрытие за секунды, значительно сокращая время цикла обработки.
Высокая интегрируемость: Связывается с M-кодом станка через электромагнитный клапан для простой интеграции и работы без участия оператора.
Надежная и долговечная конструкция: Изготовлен из высокопрочного чугуна с шаровидным графитом (FCD60) с термообработанными поверхностями для долгосрочной точности.
Основные технические характеристики — технические данные
Параметр
Характеристика (Модель: NPV-160)
Ширина губок
160 мм
Максимальное раскрытие
300 мм
Усилие зажима (при 6 бар)
4000 кгс
Повторяемость
≤0.01 мм
Привод
Пневматический (пневмо-гидравлический усилитель)
Рекомендуемое давление воздуха
5 - 7 бар
Материал корпуса
Высокопрочный чугун с шаровидным графитом FCD60
Вес
65 кг
Как читать характеристики (CNC & автоматизация)
При выборе пневматических тисков для CNC важны не только ширина губок, раскрытие и усилие зажима при 6 bar. Ниже — как параметры влияют на повторяемость, безопасность и стабильный зажим в роботизированной ячейке.
Ширина губок & макс. раскрытие
Почему важно
Определяет габарит детали и запас по коллизиям при загрузке роботом.
Практическая проверка
Проверьте самый большой заготовок + захват; подтвердите раскрытие с выбранными губками.
Усилие зажима (при 6 bar)
Почему важно
Снижает вибрации при черновой обработке, глубоких карманах и прерывистом резании.
Практическая проверка
Соотнесите с режимами резания; заложите запас на СОЖ и “стек” оснастки.
Повторяемость (≤0,01 мм)
Почему важно
Критично для перезажима, паллет и многооперационных процессов.
Практическая проверка
Оцените посадки губок, шпонки и устойчивость к стружке.
Пневмо-гидравлический усилитель
Почему важно
Быстрая пневматика + гидравлическая фиксация для стабильной силы в длительных циклах.
Практическая проверка
Уточните сервис (уплотнения/масло) и возможность сигнала “зажато-OK”.
Жесткость корпуса (FCD60)
Почему важно
Меньше прогиб — лучше соосность и качество поверхности.
Практическая проверка
Проверьте плоскостность базы, точность шпоночных пазов и грузоподъемность стола.
Диапазон давления (5–7 bar)
Почему важно
Стабильная подача воздуха уменьшает дрейф — важно для “lights-out”.
Практическая проверка
Запланируйте FRL + манометр; добавьте датчик давления для блокировок робота.
Технология пневмо-гидравлического усиления
В основе пневматических тисков NEXTAS лежит инновационная технология «пневмо-гидравлического преобразования». Сжатый воздух толкает поршень большой площади, который создает давление в гидравлической камере малого объема. Согласно закону Паскаля, это многократно усиливает давление воздуха, создавая мощную гидравлическую зажимную силу. Эта конструкция сочетает быструю реакцию пневматики с надежной фиксацией гидравлики, работая от стандартного источника воздуха и упрощая конфигурацию системы.
Разработано для суровых условий
Пневматические тиски NEXTAS имеют полностью герметичную конструкцию, предотвращающую попадание стружки и охлаждающей жидкости во внутренний механизм. Корпус тисков, цельнолитой из высокопрочного чугуна с шаровидным графитом FCD60, поглощает вибрации при резании, обеспечивая стабильность обработки и отличное качество поверхности заготовки.
Гибкая установка и применение
Прецизионно шлифованное основание со стандартными шпоночными пазами и монтажными отверстиями обеспечивает быструю и точную установку на различных столах с Т-образными пазами обрабатывающих центров. Их также можно комбинировать с нашей системой базирования с нулевой точкой для еще более быстрой смены оснастки, что дополнительно повышает эффективность и гибкость производства.
Мощные и универсальные области применения
Автоматизированные обрабатывающие ячейки
Идеально подходят для систем загрузки/выгрузки с роботами-манипуляторами, обеспечивая длительные периоды стабильного производства без участия человека.
Массовое производство деталей
Обеспечивают стабильный зажим в автомобильной и электронной промышленности, гарантируя качество и сокращая циклы обработки.
Горизонтальные обрабатывающие центры
Идеальны для систем смены паллет, позволяя обрабатывать несколько заготовок за одну установку.
Тяжелые операции резания
Надежно удерживают заготовки при высокой подаче и глубоком резании, идеально подходят для таких задач, как черновая обработка пресс-форм.
Матрица применений
Где пневмо-гидравлические тиски дают максимум: безоператорная обработка, паллетные системы и робот-загрузка.
Практический чек-лист для выбора пневматических самоустанавливающихся тисков и интеграции в роботизированные ячейки, паллетные системы и гибкое производство — с акцентом на повторяемость.
Семейство деталей и губки: подберите ширину/раскрытие; жесткие губки — для повторяемых зажимов, мягкие — под профиль (расточка в зажиме).
Усилие зажима и режимы: проверьте требования для тяжелого съема, прерывистого резания; пневмо-гидравлический усилитель помогает держать стабильную силу.
Повторяемость: для ≤0,01 мм держите посадочные поверхности чистыми, контролируйте момент затяжки и стандартизируйте базы на паллете/оснастке.
Монтаж и базирование: шпоночные пазы и отверстия ускоряют выверку; удобно для HMC/APC и паллетизации.
Автоматизация: управление электроклапанами + подтверждение (датчики давления/положения), чтобы робот не работал «вслепую».
Губки и стратегия базирования
Выбор губок зависит от базы (наруж/внутрь, плоскости, профиль) и частоты смены семейства деталей.
Твердые губки
Лучше всего для
Автоматизация и паллеты с высокой повторяемостью
Совет
Держите посадки чистыми; используйте шпонки для ≤0,01 мм.
Мягкие губки (расточка в зажиме)
Лучше всего для
Контуры, тонкие стенки, видовые поверхности
Совет
Растачивайте при рабочем давлении, чтобы снизить “отпружинивание”.
Зубчатые / grip
Лучше всего для
Заготовки и тяжелая черновая
Совет
Только если следы допустимы; проверьте риск вырыва.
V-губки / призма
Лучше всего для
Круглый пруток (валы, втулки)
Совет
Комбинируйте с датчиком присутствия для надежной загрузки.
Несты / оснасточные губки
Лучше всего для
Многодетальная загрузка, оптимизация такта
Совет
Проектируйте отвод стружки; избегайте “ванн” СОЖ.
I/O для автоматизации и безопасность
Робот и станок должны получать подтверждение состояния перед резанием и манипуляцией деталью.
Команда “зажать”
Назначение
Запуск цикла
Типовая реализация
Выход PLC → электромагнитный клапан (5/2 или 3/2) + глушитель.
Команда “разжать”
Назначение
Открыть для загрузки
Типовая реализация
Отдельный канал; блокировки дверь/E-stop.
Подтверждение “clamp OK”
Назначение
Запрет обработки при неполном зажиме
Типовая реализация
Датчик давления или положения в цепи разрешений CNC/робота.
Контроль давления
Назначение
Падение/дрейф регулятора
Типовая реализация
Регулятор + манометр; при необходимости преобразователь.
Датчик наличия детали
Назначение
Подтверждение посадки
Типовая реализация
Индуктивный/оптический или проверка vision до зажима.
Продувка посадок
Назначение
Сохраняет повторяемость
Типовая реализация
Импульс воздуха по таймеру + управление СОЖ.
Пневматика, запуск и обслуживание
Стабильное давление и регулярная очистка зон уплотнений — ключ к предсказуемому процессу в автоматизации.
Качество воздуха: чистый, сухой, фильтрованный воздух (FRL); постоянные условия снижают разброс.
Давление: рекомендовано 5–7 бар; регулятор рядом с станком уменьшает потери.
Пневмолинии: короткие магистрали без утечек; быстрый выпуск — если важно время цикла.
Пусконаладка: многократные циклы, проверка параллельности губок, фиксация базового времени зажима.
Уход: удаляйте стружку/СОЖ из зон уплотнений, проверяйте щетки/уплотнения и периодически контролируйте повторяемость эталонной деталью.
График обслуживания
Регулярные простые проверки сохраняют стабильную силу зажима и повторяемость в “lights-out”.
Каждая смена
Что делать
Убрать стружку с посадок; осмотр на утечки и ослабленные фитинги.
Зачем
Предотвращает ошибки базирования.
Еженедельно
Что делать
Слить конденсат FRL; проверить уставку; тест “clamp OK”.
Зачем
Исключает дрейф силы из-за давления.
Ежемесячно
Что делать
Осмотр опорных плоскостей губок и крепежа; очистка скользящих зон.
Зачем
Снижает перекос губок и размерные ошибки.
Ежеквартально
Что делать
Проверить повторяемость на эталонной детали; анализ логов/аварий.
Зачем
Раннее выявление износа до брака.
Ежегодно
Что делать
Профилактика уплотнений; обслуживание масла по плану (если требуется).
Зачем
Продлевает ресурс и стабильность.
После столкновения
Что делать
Проверить плоскостность/соосность и датчики; тест открыть/закрыть.
Зачем
Убирает скрытые отклонения.
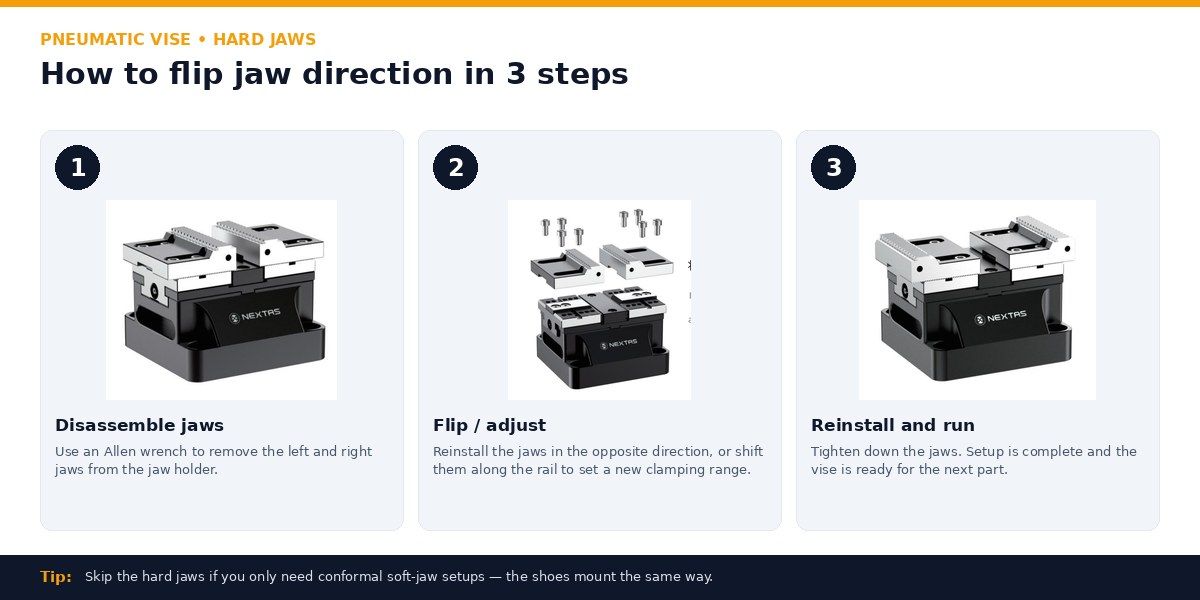
РУКОВОДСТВА ПО СМЕНЕ ГУБОК
Как заменить и отрегулировать губки
Два коротких визуальных руководства для команды, обслуживающей ячейку — переворот жёстких губок или установка мягких губок без обращения к инструкции каждый раз.
Жёсткие губки — 3 шага
Переориентируйте жёсткие губки для переключения между передним и задним зажимом или для установки другого диапазона зажима.
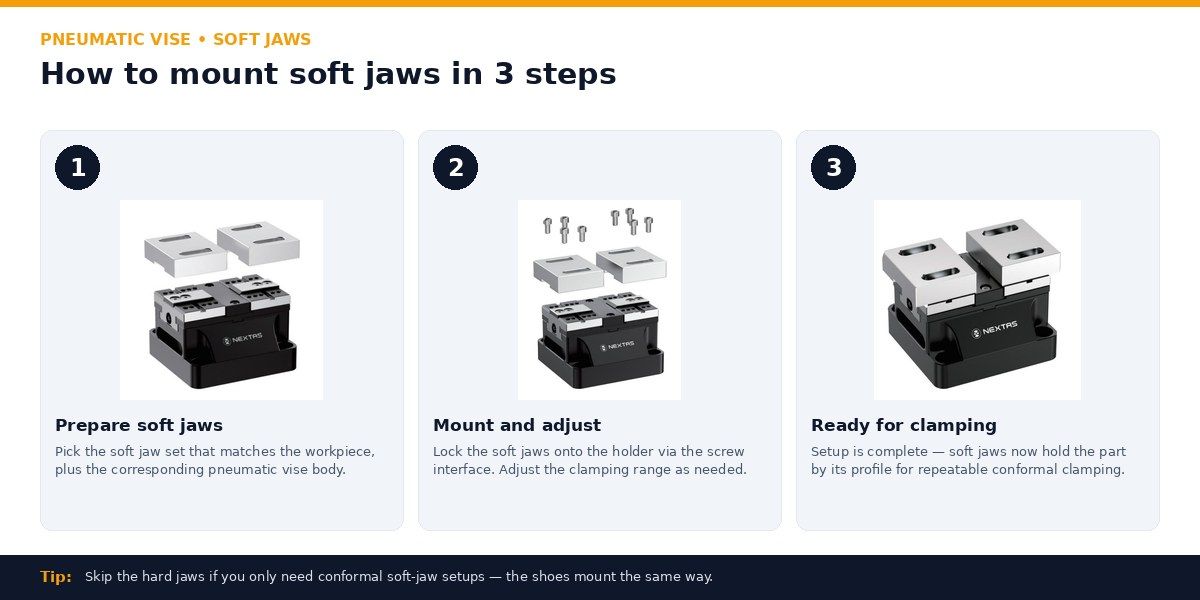
Мягкие губки — 3 шага
Установите конформные мягкие губки, чтобы деталь удерживалась по контуру — повторяемо на нерегулярных формах.
Что такое высокоточные пневматические тиски и для кого они предназначены?
Высокоточные пневматические тиски — это мощное зажимное устройство, разработанное для автоматизированной обработки на станках с ЧПУ и массового производства.
Каковы ключевые характеристики высокоточных пневматических тисков?
Ширина губок: 160 мм; Макс. раскрытие: 300 мм; Усилие зажима (при 6 бар): 4000 кгс; Повторяемость: ≤0.01 мм; Привод: Пневматический (пневмо-гидравлический усилитель); Рекомендуемое давление воздуха: 5 - 7 бар.
С какими станками и задачами совместимо устройство?
Устройство совместимо с обрабатывающими центрами ЧПУ, фрезерными станками и может быть интегрировано с системами ITS для автоматизации.
Как устанавливаются тиски?
Установка осуществляется через стандартные шпоночные пазы и монтажные отверстия на столах с Т-образными пазами. Тиски также имеют пневматические/гидравлические интерфейсы и установочные штифты для точной настройки.
Где можно получить CAD-файлы или техническую документацию?
Если вам нужны файлы STEP/IGES или 2D-чертежи, пожалуйста, свяжитесь с нами.
Каковы преимущества ваших пневматических тисков по сравнению с традиционными гидравлическими?
Наше главное преимущество — интеграция. Наши пневматические тиски имеют встроенный «пневмо-гидравлический» усилитель, требующий только стандартного заводского давления воздуха для создания мощного гидравлического усилия зажима до 4000 кгс. Это упрощает настройку системы, устраняет необходимость во внешней гидростанции и позволяет легко интегрировать тиски в автоматизированные линии и связывать их с M-кодами станка через электромагнитный клапан.
Какова повторяемость этих тисков?
Пневматические тиски NPV-160 обеспечивают повторяемость ≤0.01 мм. Это критически важно для автоматизированного массового производства, требующего высокой стабильности.
В чем особенность корпуса из чугуна FCD60?
FCD60 — это высокопрочный чугун с шаровидным графитом. Этот материал обеспечивает отличную жесткость и способность гасить вибрации. При тяжелой обработке он эффективно поглощает вибрации резания, обеспечивая стабильность, отличное качество поверхности заготовки и продлевая срок службы тисков.
Какое пневмопитание и управление нужно для автоматизации?
Используйте чистый, сухой, фильтрованный воздух (FRL) и держите давление стабильным в рекомендованном диапазоне 5–7 бар. В роботизированных ячейках управляйте зажимом через электроклапан (ПЛК/M-код) и добавьте подтверждение датчиками давления или положения.
Как выбрать губки (жесткие vs мягкие) для повторяемых переналадок?
Жесткие губки подходят для повторяемых серийных зажимов, мягкие — для индивидуального профиля. Для максимальной точности растачивайте мягкие губки в зажиме, держите посадки чистыми и стандартизируйте момент и базирование при смене.
Можно ли сочетать эти тиски с системой нулевой точки для быстрой смены оснастки?
Да. Установка на плиту/паллету нулевой точки ускоряет смену и сохраняет единое базирование между станками — особенно полезно для HMC с паллетами и high-mix производства.
Какое обслуживание помогает сохранять повторяемость ≤0,01 мм?
Не допускайте попадания стружки/СОЖ на посадочные и уплотнительные поверхности, регулярно проверяйте щетки/уплотнения и контролируйте повторяемость эталонной деталью. Фиксируйте базовые значения времени/давления зажима, чтобы вовремя заметить дрейф.
Какой типичный срок поставки от подтверждения заказа до отгрузки?
Стандартные каталожные изделия обычно отгружаются через 4–6 недель после подтверждения заказа на поставку. Специальные спецификации, согласованные пары и сконфигурированные комплекты добавляют 1–2 недели. Обязательный срок поставки подтверждается письменно после фиксации BOM и серийной конфигурации.
Какая контрольно-измерительная и качественная документация поставляется с каждой единицей?
Каждая единица поставляется с заводским протоколом контроля по указанным спецификациям — геометрическая точность, повторяемость и усилие зажима, где применимо. Сертификаты материалов, записи о калибровке и письменные гарантийные условия предоставляются по запросу при оформлении заказа.
Этот сайт связан с NEXTAS CO., LTD?
Да. Этот сайт является специализированным международным сайтом для решений NEXTAS по зажиму заготовок. Информация о продуктах, инженерная поддержка и производственные возможности поддерживаются NEXTAS CO., LTD, с фокусом на точную CNC-оснастку, системы нулевой точки, самоцентрирующиеся тиски и индивидуальные решения для зажима.