
Сообщите парк станков, поток паллет и целевые часы безлюдной работы
Сначала мы связываем ваш парк станков, логику склада и уровень цифровой интеграции с подходящим форматом автоматизации, а не начинаем с отдельной единицы оборудования.
Парк станков и интерфейсы
Укажите модели станков, открытие двери, семейство ЧПУ, ограничения по нагрузке и должна ли одна установка обслуживать один, два или три станка.
Логика паллет и склада
Укажите размеры паллет, семейство оснастки, потребность в буфере, ограничения по площади и предпочтение: вертикальный магазин, карусель или gantry/truss.
Цифровой контур и персонал
Добавьте целевые часы безлюдной работы, режим смен и желаемый уровень: автономно, дашборд или интеграция с MES / APS / WMS.
Какой маршрут автоматизации подойдёт вашему цеху первым?
Сравните практичные стартовые точки ниже, чтобы решить: первый этап — это компактная загрузочная ячейка, плотный палетный буфер, более длинный охват передачи или уже более широкое обсуждение ГПС (FMS).
Выбирайте вертикальный магазин, когда
Нужен компактный первый шаг, один-два станка, офлайн-подготовка паллет и более чистый уход от ручной загрузки.
Выбирайте карусельный склад, когда
Нужно больше позиций паллет на ограниченной площади и плотный буфер для смешанных заданий без длинной линейной планировки.
Выбирайте gantry, когда
Нужен более длинный охват передачи, доступ сверху или более чистый способ согласовать загрузку нескольких станков.
Начинайте планирование ГПС, когда
Количество станков, давление графика, отслеживание паллет и координация MES / WMS уже стали узким местом, а не просто скорость загрузки.
Что прислать перед рекомендацией компоновки автоматизации
Модель станка, количество, тип шпинделя и какая первая цель: один станок, один-к-двум или один-к-трём.
Типовые размеры детали, размеры паллеты, масса, частота переналадок и стандартизирована ли уже оснастка.
Время безлюдной работы, цель по сокращению операторов, объём буфера и нужны ли роботизированная подача, склад или подключение AGV.
Сообщите, нужно ли с первой фазы подключать MES, APS, WMS, RFID, прослеживаемость или отчётность через дашборд.
Линейка автоматизационных модулей
Практичный обзор концепций из каталога, наиболее важных для планирования проектов в CNC-ячейках обработки.
Автоматизированный модуль NTS-V4
Компактная концепция автоматизации для high-mix / low-volume производства, где один станок должен продолжать работу, пока палеты подготавливаются и передаются по контролируемому циклу.
- 4 позиции хранения палет
- Грузоподъемность до 650 кг
- Скорость перемещения 300 мм/с
- Повторяемость позиционирования <0,005 мм
Модуль автоматизации NTS-V12
Более крупная палетная ячейка для предприятий, которым нужны оптимизация площади, более высокая полезная нагрузка робота и интегрированное расписание по большему числу семейств деталей.
- 12 позиций хранения палет
- Грузоподъемность до 500 кг
- Скорость перемещения 800 мм/с
- Диапазон испытания на герметичность ±0,01 мм
Модуль автоматизации NTS-VS2
Концепция совместной работы двух станков с 6-осевым роботом, интеллектуальным управлением и компактным складом для массово-кастомизированного производства.
- 16 позиций хранения палет
- Работа с 6-осевым промышленным роботом
- Нагрузка захвата до 120 кг
- Повторяемость позиционирования <0,005 мм
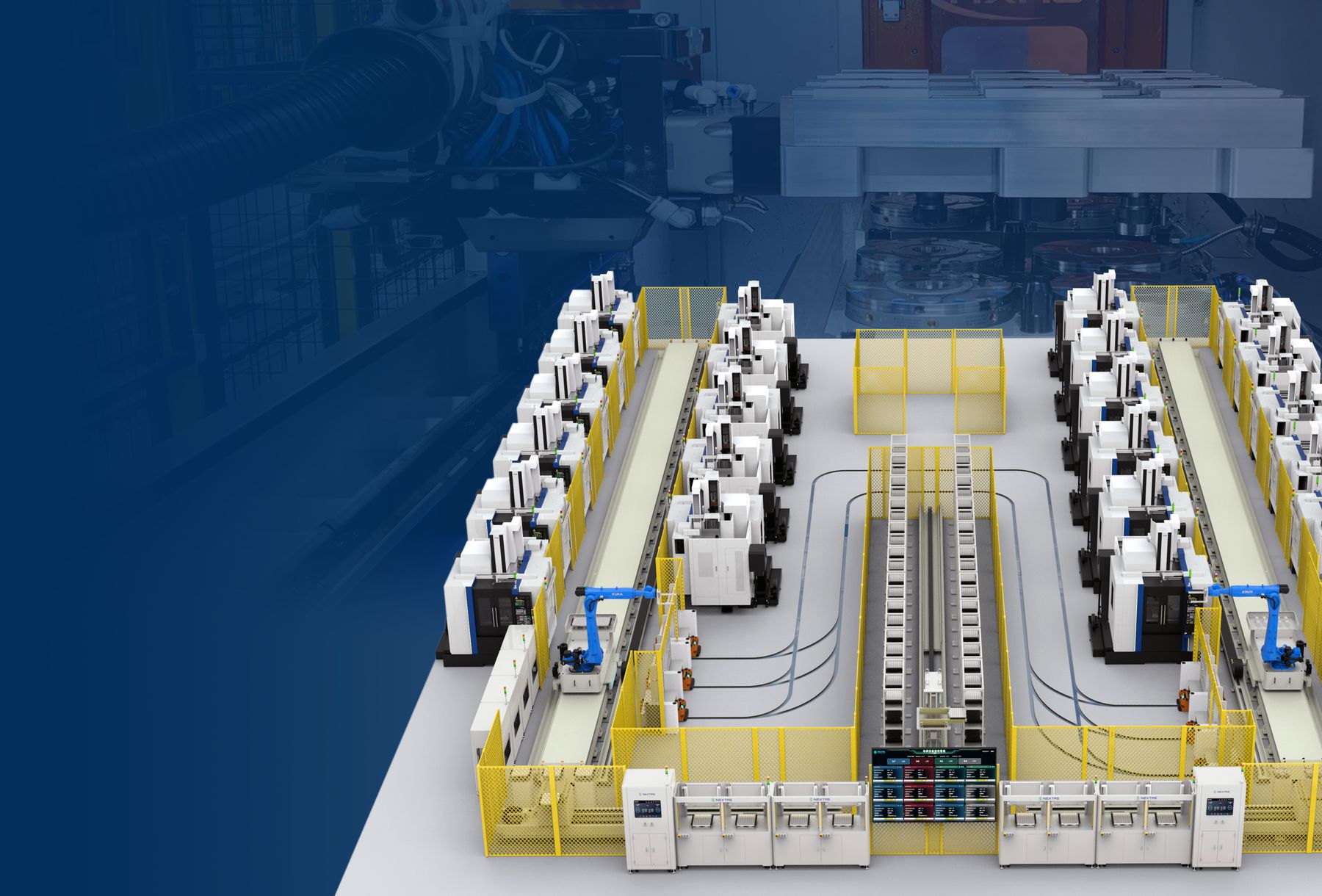
От автономной ячейки к координации, готовой для FMS
Каталог показывает серию автоматизации как нечто большее, чем просто загрузчик. Она объединяет дашборды, интеллектуальное расписание, координацию оборудования и промышленную коммуникацию, чтобы данные ячейки могли поступать в MES, отчеты и процессы прослеживаемости.
Четыре уровня планирования
- Уровень представления: дашборд цифрового двойника, мобильный дашборд и центр отчетов.
- Уровень принятия решений: APS-планирование, балансировка нагрузки, оптимизация маршрутов и обработка исключений.
- Уровень исполнения: управление роботом, диспетчеризация AGV, модуль обработки и складской модуль.
- Промышленный уровень: OPC UA, Profinet, EtherCAT и Modbus для планирования интеграции.
Функции, которые чаще всего запрашивают в проектах
Интегрированное расписание: динамическое планирование, оптимизация в реальном времени и адаптивная корректировка под меняющийся микс заказов.
Прослеживаемость: статус детали, оснастки и инструмента можно связать с позицией на складе и производственным заказом.
Направление lights-out: буфер палет, подтверждаемые состояния загрузки и согласованный поток материала снижают необходимость ручного вмешательства.
Масштабируемая архитектура: начать с одного станка или одной ячейки, затем расширить до хост-управления, центрального склада или логики AGV.
Путь внедрения по этапам проекта
Самые надёжные проекты автоматизации определяют путь внедрения и одновременно стандартизируют базирование, паллеты и правила планирования, чтобы будущее расширение не требовало второй перестройки.
Быстрая победа в одной ячейке
Оптимально, когда первая цель — повысить время работы шпинделя на критичном станке без перестройки всего цеха.
Стандартизировать сначала: интерфейс zero-point (нулевой точки), размеры паллет и целевые часы безлюдной работы.
Загрузочный модуль один-к-двум
Практичный следующий шаг, когда два станка могут совместно использовать загрузочный ресурс, а семейства деталей остаются управляемыми.
Стандартизировать сначала: ориентацию оснастки, логику захвата и офлайн-последовательность загрузки.
Смешанная ячейка один-к-трём
Подходит, когда три станка должны разделять логику паллет, сохраняя контроль над разными деталями, программами и тактами.
Стандартизировать сначала: правила семейств паллет, приоритет планирования и обработку исключений.
Координация ГПС на уровне линии
Выбирайте этот путь, когда управление складом, загрузка станков, поток контроля и производственные данные должны работать на единой согласованной платформе.
Стандартизировать сначала: владение данными, контрольные точки прослеживаемости и правила потока материала.
Где серия автоматизации подходит лучше всего
Эти проектные направления хорошо соответствуют сценариям, показанным в каталоге.
Загрузочные модули для одного-двух станков
Подходят для предприятий, которые хотят сделать практичный первый шаг к безоператорной загрузке без полной перестройки линии.
Ячейки смешанного производства для одного-трех станков
Полезны, когда нескольким станкам нужна общая логика палет или оснастки при сохранении разделения семейств деталей.
Гибкие линии под управлением хост-компьютера
Подходят для заводов, которым нужны централизованное планирование, полная прослеживаемость и координированные данные между складом, обработкой и контролем.
Массово-кастомизированное производство
Сильное направление для производств с большим количеством вариантов, малыми партиями и ограниченной площадью.
Строительные блоки автоматизации
Что находится внутри работающей ячейки автоматизации
Шесть повторяющихся блоков в наших инсталляциях — палетные склады, роботы-загрузчики, конвейеры и пары станок-ячейка. Берите то, что подходит вашему цеху, остальное пропустите.

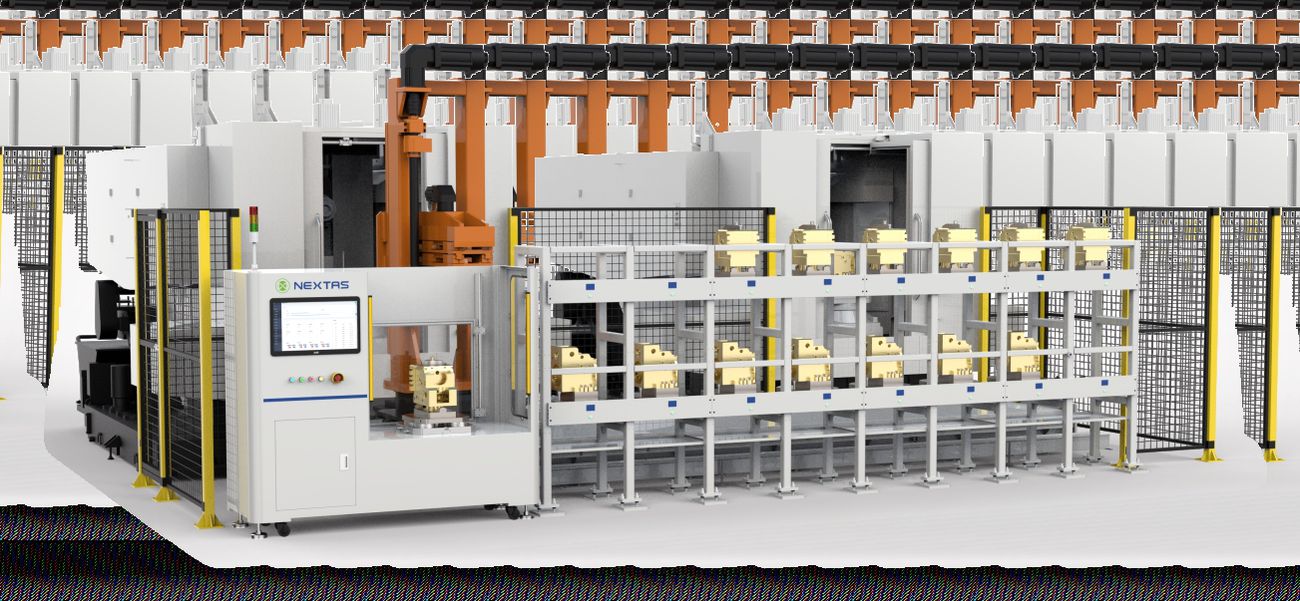
Палетный склад-башня
Вертикальный стеллаж с HMI для буферных палет — безлюдный буфер, который держит шпиндели в работе между вмешательствами оператора.
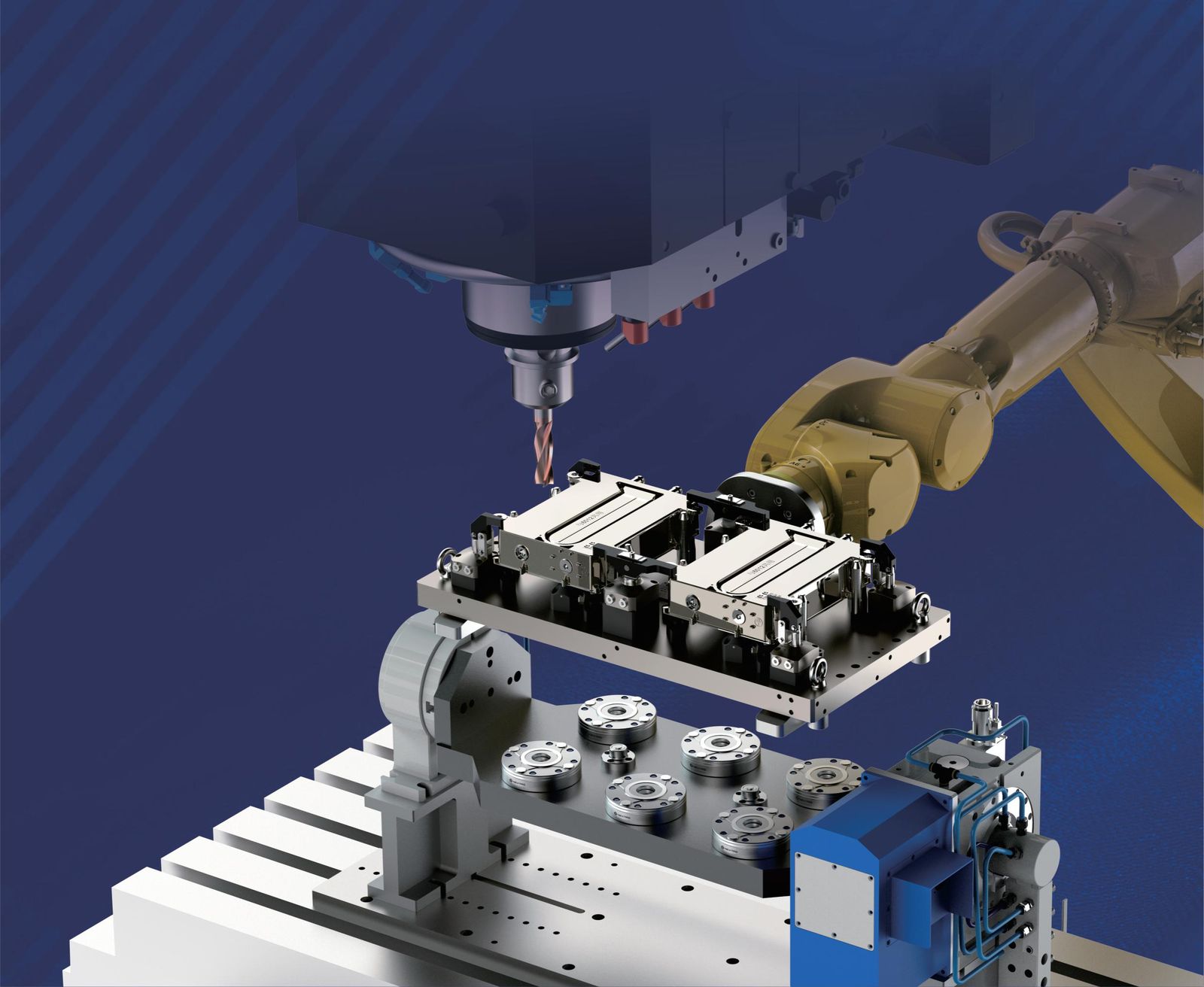
Роботизированная станция загрузки
6-осной манипулятор с захватом tombstone или палеты. Быстро, повторяемо, совместимо с тем же стеком датума, что и оффлайн.

Робот + ЧПУ интегрированы
Робот, шкаф управления и станок с ЧПУ как пакетная ячейка. Предварительно собрано, предварительно протестировано, один footprint.
Многопозиционный конвейер
Палетный конвейер с несколькими рабочими позициями. Подходит для малых партий с высокой номенклатурой.
Интеграция палет и робота
Как палеты и роботы выглядят на площадке
Два вида интеграции палет и робота с остальным цехом — потолочный челнок для больших объёмов и пара станок-ячейка для поэтапного развёртывания.

Потолочный палетный челнок
Потолочный челнок переносит палеты между станциями без занятия пола. Подходит для тесных цехов.
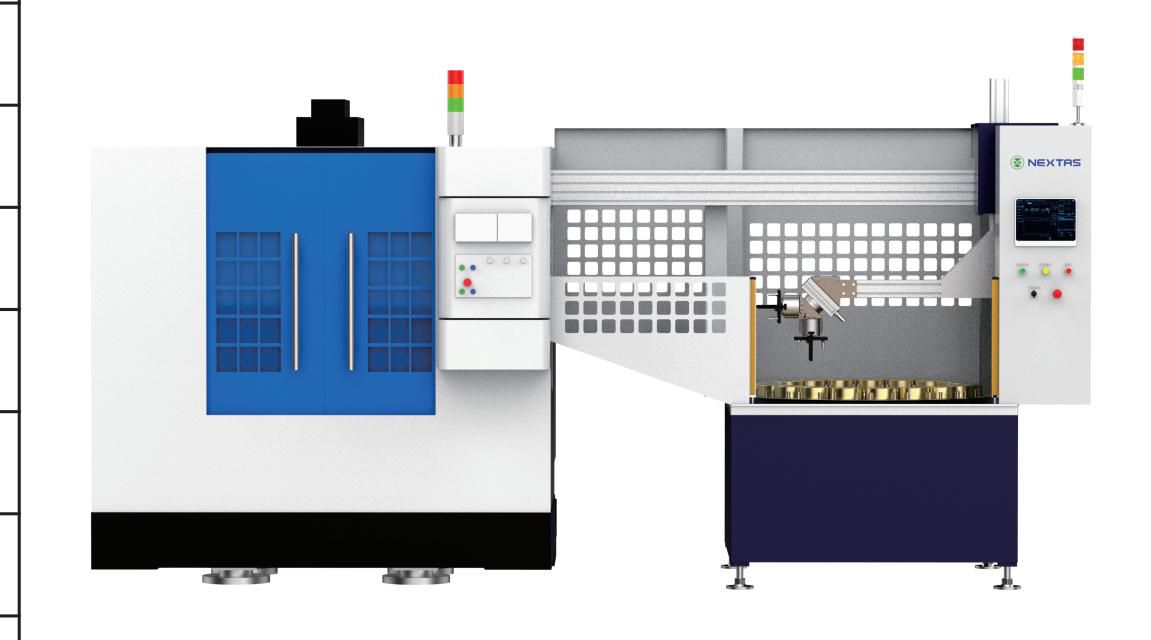
Пара станок-ячейка
Один станок с ЧПУ в паре со смежной ячейкой автоматизации. Наименее рискованный способ поэтапной автоматизации существующего цеха.
Что подготовить перед обсуждением проекта автоматизации
- Модель станка, марка ЧПУ и текущий способ загрузки
- Диапазон размеров деталей, масса одной детали и стратегия палет / оснастки
- Целевой график смен, часы без оператора и требуемая стабильность такта
- Нужна ли интеграция с MES, ERP, системой управления инструментом или traceability
- Доступная площадь, зона безопасности и требования к буферу / складу
- Ожидаемое направление ROI: снижение трудозатрат, рост uptime, увеличение мощности или прослеживаемость
- Предпочтительный первый этап: компактная ячейка, поток палет, роботизированная подача или полная дорожная карта FMS
- Существующий стандарт базирования или zero-point, уже используемый в цехе
Часто задаваемые вопросы
Серия автоматизации подходит только для крупных заводов?
Нет. Логика каталога начинается с компактных модулей и развивается до более крупных концепций FMS, поэтому малые и средние производители могут внедрять проект поэтапно в зависимости от бюджета и номенклатуры.
Можно ли подключить систему к MES, ERP или складскому ПО?
Да. Направление планирования включает дашборды, логику расписания, промышленную коммуникацию и связь с верхнеуровневым ПО, таким как MES или другие системы производственных данных.
С чего лучше начать, если сейчас большая часть работы выполняется вручную?
Большинство производителей начинают со стандартизации палет, оснастки и потока загрузки вокруг одного-двух станков. Это дает менее рискованный путь к более широкой автоматизации позже.
Какой типичный срок поставки от подтверждения заказа до отгрузки?
Стандартные каталожные изделия обычно отгружаются через 4–6 недель после подтверждения заказа на поставку. Специальные спецификации, согласованные пары и сконфигурированные комплекты добавляют 1–2 недели. Обязательный срок поставки подтверждается письменно после фиксации BOM и серийной конфигурации.
Какая контрольно-измерительная и качественная документация поставляется с каждой единицей?
Каждая единица поставляется с заводским протоколом контроля по указанным спецификациям — геометрическая точность, повторяемость и усилие зажима, где применимо. Сертификаты материалов, записи о калибровке и письменные гарантийные условия предоставляются по запросу при оформлении заказа.
Этот сайт связан с NEXTAS CO., LTD?
Связанные продукты
Автоматический сменщик палет
Используйте его, если первой задачей автоматизации является более быстрая смена палет и рост времени работы шпинделя.
Системы Zero-Point
Надежная база для стандартизированной передачи баз между ручными и автоматизированными станциями.
Пневматическая плита Zero-Point
Рекомендуется, когда проект автоматизации требует также подтверждения зажима, удобного для робота, и быстрых переналадок.
Нужна поддержка по проекту?
Обсудим ваш проект оснастки или автоматизации
Отправьте список станков, текущий способ переналадки и целевую производительность. Мы поможем оценить, что будет лучшим первым шагом: компактный модуль, палетная концепция или более широкое направление FMS.