Holder & accessoires recommandés
Holder ITS électrode + holder maître
Pourquoi c’est efficace
Changements rapides avec Z constant
Notes
En boue de graphite, purge/soufflage avant serrage

Le Mandrin Série E de NEXTAS est une plateforme datum de précision pour l’EDM et le positionnement automatisé. Le catalogue actuel comprend des configurations Model 100 standard, en angle droit, verticales latérales et orientées EDM afin de standardiser le transfert répétable des références entre EDM, WEDM, rectification et inspection.
Nous utiliserons vos données process pour proposer la bonne configuration, les options catalogue pertinentes et le bon point de contact pour cette page produit.
Partagez le modèle de machine, l’interface table ou broche, l’encombrement disponible et si le projet est un retrofit ou une nouvelle ligne.
Indiquez la taille de la pièce, la matière, la logique actuelle de bridage, le volume et si le projet concerne usinage, contrôle ou transfert.
Ajoutez la répétabilité visée, les besoins en force de serrage, le plan palettes, le transfert robot et le premier goulot de cycle à traiter.
Meilleure adéquation
Idéal pour les workflows d'électrodes et de pièces de précision nécessitant un transfert répétable entre l'électroérosion, le WEDM, la rectification, la mise au zéro et le contrôle.
Comparer d'abord
Cela détermine généralement si une disposition pneumatique standard, verticale latérale ou en angle droit est le meilleur ajustement avant une comparaison modèle par modèle.
Étape suivante
Utilisez les raccourcis ci-dessous lorsque le vrai goulot d'étranglement est la sélection, l'intégration ou la planification de la maintenance.
Accéder par tâche
Commencez par la section qui correspond à l'étape du projet : sélection de la famille de mandrins, vérification de l'intégration côté EDM ou mise en place de la maintenance quotidienne autour du transfert sans surveillance.
Transmission rapide au bureau d'études
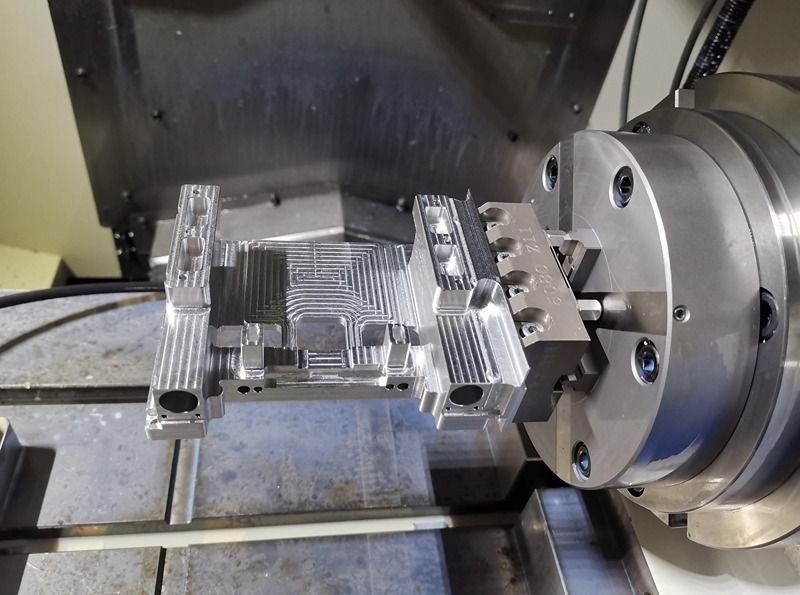
Le Mandrin Série E de NEXTAS fonctionne comme une plateforme de transfert de datum pour le serrage de haute précision et le référencement répétable. Le déverrouillage pneumatique ouvre le mécanisme pour charger le porte-pièce ou la palette, tandis que la structure mécanique auto-bloquante sécurise l’interface lorsque l’air est coupé. En pratique, cela favorise une référence Z répétable, des changements plus rapides et une automatisation plus prévisible.

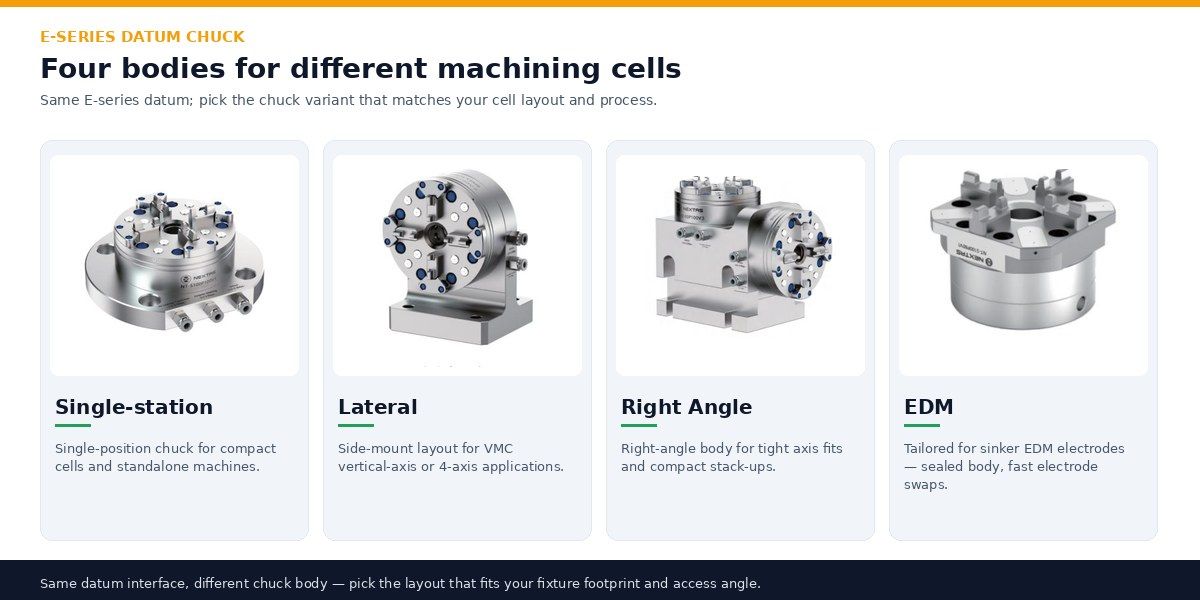
Les variantes E-Series listées au catalogue utilisent des corps en acier inoxydable trempé, des surfaces datum auto-nettoyantes, un contrôle d’étanchéité de positionnement et un nettoyage de l’alésage interne. Selon la configuration, vous pouvez choisir des versions horizontales, en angle droit, verticales latérales ou orientées EDM.
Vue d’ensemble alignée sur le catalogue pour les variantes E-Series Model 100 actuellement listées.
| Paramètre | Variantes listées au catalogue |
|---|---|
| Famille de modèles | NT-S100P100V1 / NT-S100P100V2 / NT-S100P100V3 / NT-S100P80V1 |
| Concept de positionnement | Système datum à auto-verrouillage mécanique avec déverrouillage pneumatique |
| Précision de répétition | <0,003 mm |
| Force de serrage | >6 000 N (NT-S100P100V1 / V2 / V3), 4 000 N (NT-S100P80V1) |
| Charge de serrage | 15 kg indiqués pour NT-S100P80V1 |
| Pression de service | 0,5–0,8 MPa |
| Tirette compatible | NT-S200P55V2 |
| Matériau | Acier inoxydable trempé |
| Plage de poids | 2,0 kg / 5,3 kg / 7,1 kg / 17,7 kg selon la variante |
| Modèle | Configuration | Répétabilité | Serrage | Pression | Poids |
|---|---|---|---|---|---|
| NT-S100P100V1 | Mandrin pneumatique Model 100 | <0,003 mm | >6 000 N | 0,5–0,8 MPa | 5,3 kg |
| NT-S100P100V2 | Mandrin pneumatique Model 100 vertical latéral | <0,003 mm | >6 000 N | 0,5–0,8 MPa | 7,1 kg |
| NT-S100P100V3 | Mandrin pneumatique Model 100 angle droit | <0,003 mm | >6 000 N | 0,5–0,8 MPa | 17,7 kg |
| NT-S100P80V1 | Mandrin pneumatique EDM | <0,003 mm | 4 000 N / charge 15 kg | 0,5–0,8 MPa | 2,0 kg |
Matrice des variantes Model 100
Si vous standardisez un flux d’électrodes EDM ou une cellule automatisée à palettes, considérez l’E-Series comme une plateforme datum plutôt que comme un mandrin générique. Sélectionnez la variante selon l’accès machine, le sens d’indexation, le type de porte-pièce et la charge requise, puis confirmez la combinaison porte-pièce/tirette avant standardisation multi-machines.
Mots-clés longue traîne: mandrin datum E-Series pour électrodes EDM, mandrin datum pneumatique type ITS 50, mandrin à répétabilité <0,003 mm, mandrin EDM en acier inoxydable trempé, mandrin EDM vertical latéral, mandrin pneumatique à angle droit, datum pour palette automatisée.

La construction résistante à la corrosion et la haute précision en font la norme de l'industrie pour le maintien des électrodes et des pièces dans les machines d'électroérosion par enfonçage et à fil.

Fournit une base rigide et stable pour les opérations de fraisage à grande vitesse. Les pièces peuvent être préréglées hors ligne sur des palettes et chargées rapidement dans la machine, maximisant ainsi le temps de fonctionnement de la broche.
L'exceptionnelle répétabilité est critique pour les opérations de rectification de précision, assurant une précision ultime pour des tolérances serrées et des états de surface fins.

La capacité de déplacer une pièce entre différentes technologies sur le même support change la donne, réduisant considérablement les délais et améliorant la précision.
La répétabilité en automatisation est un résultat système: air propre, faces datum propres et routine de référencement stable. Utilisez la checklist ci-dessous pour conserver de façon prévisible des performances <0,003 mm sur des milliers de cycles.
Astuce: en cellule robotisée, combinez confirmation de serrage + surveillance pression dans l’automate afin que le robot ne parte qu’une fois le mandrin verrouillé.


VARIANTES E-SERIES
Single-station, lateral, angle droit ou EDM — même interface E-Series, choisie selon la disposition machine et le procédé.
Cette référence couvre le choix de la bonne variante de mandrin d’automatisation EDM E-Series, son intégration dans votre EDM par enfonçage, EDM à fil ou cellule de rectification, et le maintien d’une répétabilité serrée du repère Z sur des milliers de changements d’électrode sans surveillance.
Besoin d’une trame de fixation pour votre table EDM, d’une vérification de compatibilité des porte-outils ITS-50 ou d’un schéma de routage d’air?
Contactez-nousChecklist achat/FAT/SAT pour confirmer répétabilité, fiabilité de serrage et propreté des surfaces de référence en automatisation EDM sans surveillance.
À inclure dans votre demande: modèle(s) machine, environnement EDM/liquide, standard holder/palette (ITS 50), nombre de cycles attendu, besoin d’I/O de confirmation. Nous proposerons ports, vannes et intervalles.
Le catalogue actuel indique une précision de répétition <0,003 mm pour NT-S100P100V1, NT-S100P100V2, NT-S100P100V3 et NT-S100P80V1.
Le système utilise un déverrouillage pneumatique avec structure mécanique auto-bloquante. Le catalogue annonce >6 000 N pour les principales variantes Model 100, tandis que la NT-S100P80V1 est listée à 4 000 N et 15 kg de charge de serrage.
Oui. Cette page présente l’E-Series pour une intégration de type ITS 50 / ER-036345. Avant standardisation, validez l’ajustement du porte-pièce, la sélection de la tirette et l’interface machine de votre application.
EDM enfonçage, palettisation wire EDM, usinage d’électrodes, rectification et contrôle où la référence Z doit être répétable.
Des ports de soufflage purgent les surfaces d’accouplement au desserrage. En boues EDM importantes, ajoutez cycles de purge et nettoyage.
Air propre et sec à 6 ± 1 bar avec filtration (~5 µm) et séchage/purge pour préserver joints et stabilité d’actionnement.
Standardisez les mêmes holders ITS et utilisez un porte-pièce maître. Réglez une fois puis vérifiez le datum avec le maître.
Oui, avec confirmation serrage (capteur ou interlock pression) pour que le robot n’avance que mandrin verrouillé.
Planéité et rigidité, éviter les déformations par couples inégaux, puis valider la répétabilité après 20–50 cycles.
Nettoyage fréquent des faces de référence, soufflage avant serrage et contrôle périodique des joints/ressorts, surtout avec diélectrique et graphite.
Les produits standard du catalogue sont généralement expédiés 4 à 6 semaines après confirmation de la commande. Les spécifications sur mesure, les paires appariées ou les ensembles configurés ajoutent 1 à 2 semaines. Le délai engagé est confirmé par écrit une fois la nomenclature et la configuration série verrouillées.
Chaque unité est livrée avec un rapport d'inspection usine conforme aux spécifications listées — précision géométrique, répétabilité et valeurs de force de serrage le cas échéant. Les certificats de matière, les enregistrements d'étalonnage et les conditions de garantie écrites sont disponibles sur demande au moment de la commande.
Explorez d'autres solutions qui complètent le mandrin série E et améliorent votre ligne de production.

Un mandrin polyvalent pour diverses applications d'usinage, offrant un serrage robuste et fiable.
Voir les détails
Centre avec précision des pièces de différentes tailles pour des opérations de fraisage et de perçage.
Voir les détails
Maximisez le temps de fonctionnement de la machine avec des changements de palettes fluides et automatisés.
Voir les détailsObtenez les conseils de nos experts pour optimiser vos processus de fabrication.

Conseils d'efficacité

Productivité

Avis d'experts
Devis rapide
Trois champs suffisent — nos ingénieurs répondent sous un jour ouvré avec prix et conseil de configuration.