(7)%20(1).png?updatedAt=1754553736043)


(7).png?updatedAt=1754553737609)
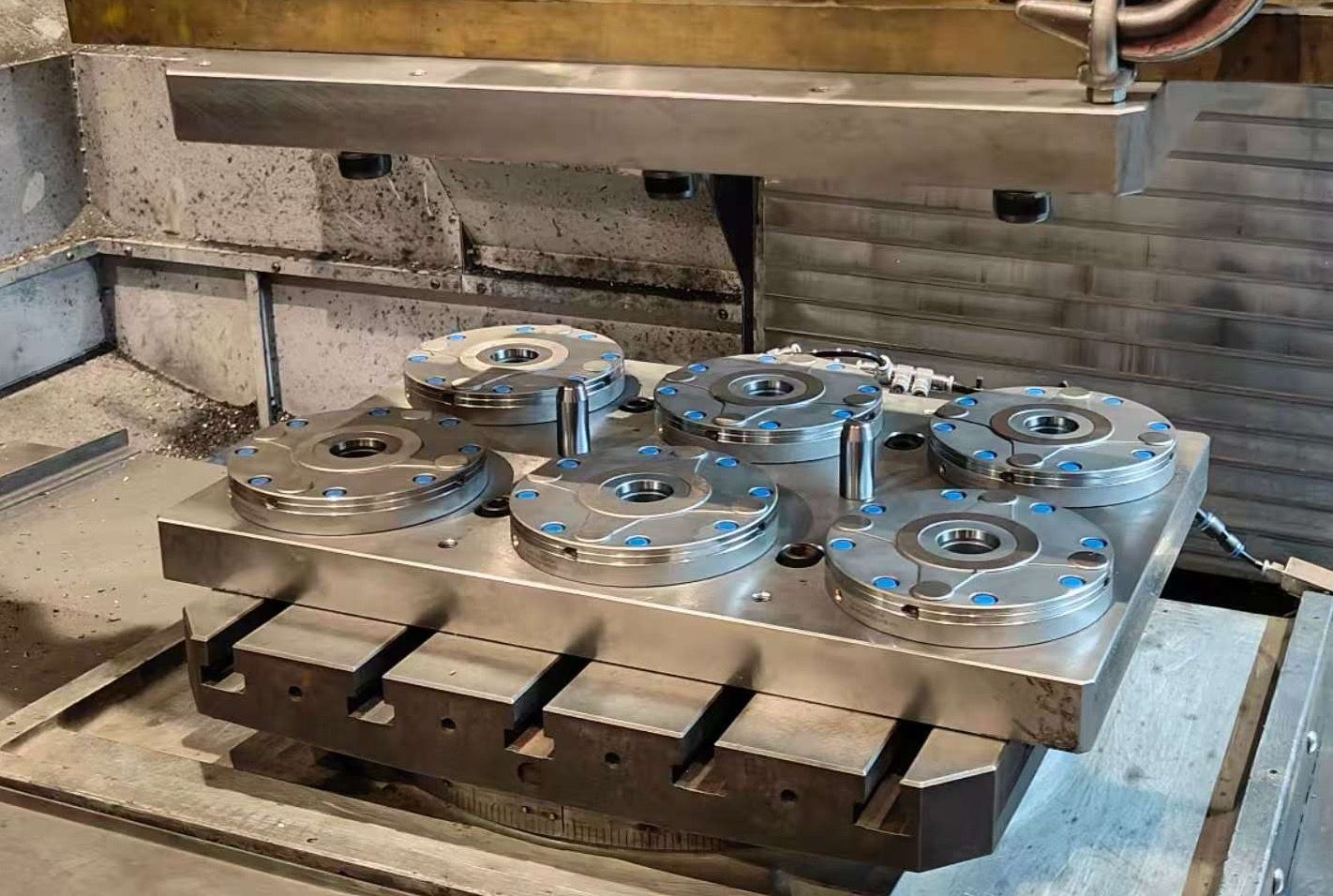
Charge typique
≤ 30 kg
Récepteur recommandé
85 mm
Nombre typique
3–4
Notes
- Prioriser une faible hauteur et l’accès outil.
- Utiliser l’anti-rotation si nécessaire.
- Garder les chemins d’évacuation des copeaux dégagés.