L’étau pneumatique NEXTAS est conçu pour un bridage répétable dans des cellules d’usinage automatisées et en production par lots. Son système pneumatique-hydraulique amplifié fournit une force stable tout en gardant le chargement et le déchargement simples pour la robotique.
Force de Serrage Amplifiée Puissante: Génère jusqu'à 4 000 kgf, gérant facilement diverses opérations de coupe lourde.
Actionnement Rapide et Stable: Assure une ouverture et fermeture rapides en quelques secondes, réduisant considérablement le temps de cycle d'usinage.
Haute Intégrabilité: Se connecte au code M de la machine via une électrovanne pour une intégration facile et un fonctionnement sans opérateur.
Construction Robuste et Durable: Fabriqué en fonte ductile haute résistance (FCD60) avec des surfaces traitées thermiquement pour une précision à long terme.
Transmission rapide du projet
Envoyez les specs d’alimentation en air, la largeur de mors et le temps de cycle visé
Nous dimensionnons le bon modèle d’étau pneumatique ou hydraulique selon votre force de serrage, l’encombrement de la pièce et vos besoins de cadence de production.
Options de contact rapides
Besoin de plans ou d’une réponse rapide ? WhatsApp/E-mail.
Type de machine et alimentation en air
Indiquez le modèle de machine CNC, la pression d’air disponible (généralement 0,5–0,8 MPa), le nombre d’orifices d’air sur la table et s’il s’agit d’une application VMC, HMC ou tour.
Forme de la pièce et force de serrage
Partagez la forme de la pièce (ronde, carrée, irrégulière), la matière et la dureté, la largeur de mors requise (P75/P110/P150) et la force de serrage nécessaire pour résister aux efforts de coupe.
Temps de cycle et objectifs de cadence
Précisez votre temps de cycle visé par pièce, la taille de lot, si l’actionnement pneumatique ou hydraulique est préféré, et tout montage d’étaux en batterie ou plan d’automatisation.
Pour choisir un étau pneumatique pour CNC, ne vous limitez pas à la largeur, à l’ouverture et à la force de serrage à 6 bar. Voici comment chaque donnée impacte la production: répétabilité, sécurité process et maintien de pièce en cellule robotisée.
Largeur de mors & ouverture max.
Pourquoi c’est important
Détermine l’enveloppe pièce et l’espace de préhension en chargement robot.
Contrôle pratique
Validez le brut le plus grand + dégagement du préhenseur; confirmez avec votre jeu de mors.
Force de serrage (à 6 bar)
Pourquoi c’est important
Limite les vibrations en ébauche, poches profondes et coupes interrompues.
Contrôle pratique
Adaptez à votre stratégie de coupe; prévoyez une marge (lubrification, empilement d’outillage).
Répétabilité (≤0,01 mm)
Pourquoi c’est important
Indispensable pour re-serrage, palettes et opérations multiples.
Contrôle pratique
Vérifiez l’assise des mors, les clavettes et la tolérance aux copeaux.
Amplification pneumo-hydraulique
Pourquoi c’est important
Rapidité pneumatique + verrouillage hydraulique pour force stable en cycle long.
Contrôle pratique
Clarifiez maintenance (joints/huile) et possibilité d’un signal “serré-OK”.
Rigidité (FCD60)
Pourquoi c’est important
Moins de flexion des mors = meilleure concentricité et état de surface.
Contrôle pratique
Contrôlez planéité de base, précision des rainures et capacité de la table.
Plage de pression (5–7 bar)
Pourquoi c’est important
Une régulation stable évite la dérive – critique en production automatisée.
Contrôle pratique
Prévoir FRL + manomètre; ajouter un pressostat pour sécuriser la cellule.
Technologie d'Amplification Pneumo-Hydraulique
Le cœur de l'étau pneumatique NEXTAS réside dans sa technologie innovante de conversion "pneumatique vers hydraulique". L'air comprimé pousse un piston de grande surface, qui pressurise une chambre hydraulique de petite surface. Selon le principe de Pascal, cela amplifie la pression de l'air plusieurs dizaines de fois, générant une force de serrage hydraulique puissante. Cette conception combine la réponse rapide du pneumatique avec le verrouillage puissant de l'hydraulique, fonctionnant avec une simple source d'air standard et simplifiant la configuration du système.
Conçu pour les Environnements Difficiles
L'étau pneumatique NEXTAS dispose d'une conception entièrement étanche pour empêcher les contaminants comme les copeaux et le liquide de coupe de pénétrer dans le mécanisme interne. Le corps de l'étau, moulé intégralement en fonte ductile FCD60 haute résistance, absorbe les vibrations de coupe, assurant la stabilité de l'usinage et une finition de surface supérieure de la pièce.
Installation et Application Flexibles
La base rectifiée avec précision, dotée de rainures de clavette standard et de trous de montage, permet une installation rapide et précise sur diverses tables à rainures en T de centres d'usinage. Il peut également être combiné avec notre système de serrage point zéro (Zero-Point) pour des changements de montage encore plus rapides, améliorant ainsi l'efficacité de la production et la flexibilité.
Applications Puissantes et Polyvalentes
Cellules d'Usinage Automatisées
Parfait pour les systèmes de chargement/déchargement par bras robotisé, permettant de longues périodes de production stable et sans opérateur.
Production de Masse de Pièces
Fournit un serrage constant dans l'automobile et l'électronique, garantissant la qualité et raccourcissant les temps de cycle.
Centres d'Usinage Horizontaux
Idéal pour les changeurs de palettes, permettant d'usiner plusieurs pièces en une seule installation.
Applications de Coupe Lourde
Maintient fermement les pièces dans des conditions de forte avance et de coupe profonde, parfait pour des tâches comme l'ébauche de moules.
Matrice d’applications
Où un étau pneumo-hydraulique apporte le plus: usinage sans opérateur, palettisation, et chargement/déchargement robot.
VMC avec robot (haut débit)
Pourquoi c’est adapté
Serrage/desserrage rapides réduisent les temps morts.
Options recommandées
Confirmation serrage-OK, mors durs, soufflage des portées.
HMC / APC palettisé
Pourquoi c’est adapté
Référencement répétable pour familles multi-op avec peu de reprise.
Options recommandées
Plaque zéro-point, clés de positionnement, mors interchangeables.
5 axes / multi-faces
Pourquoi c’est adapté
Auto-centrage utile sur pièces symétriques, datums plus stables.
Régulateur verrouillable, vérification périodique, kit de joints.
Guide de sélection et d’intégration en automatisation
Checklist pour choisir un étau pneumatique auto-centrant et l’intégrer dans une cellule robotisée, un système de palettes ou une production multi-références, tout en gardant une bonne répétabilité.
Famille de pièces & mors: dimensionnez largeur/ouverture; mors durs pour des reprises répétables, mors doux pour profils (alésage en place).
Effort de serrage: validez selon l’usinage (ébauche agressive, coupe interrompue); le booster pneumatique-hydraulique stabilise l’effort.
Répétabilité: pour viser ≤0,01 mm, gardez les surfaces d’appui propres, appliquez un couple maîtrisé et standardisez les références sur palette/bridage.
Montage & référencement: rainures de clavette / perçages pour un alignement rapide; pertinent pour HMC/APC et palettisation.
Automatisation: commande par électrovannes + confirmation (capteurs pression/position) avant chargement robot.
Choix des mors & stratégie pièce
Sélectionnez les mors selon le datum (OD/ID, plats, profil) et la fréquence de changement de références.
Mors durs
Idéal pour
Automatisation et palettisation répétables
Astuce
Portées propres; utilisez des clavettes pour préserver ≤0,01 mm.
Mors doux (alésage en position serrée)
Idéal pour
Profils, parois fines, surfaces sensibles
Astuce
Alésez à la pression de production pour limiter le retour élastique.
Mors crantés / grip
Idéal pour
Bruts et ébauche lourde
Astuce
Uniquement si les marques sont acceptables; validez l’anti-arrachement.
Mors en V / prisme
Idéal pour
Ronds (arbres, bagues)
Astuce
Associez un capteur de présence pour chargement robot fiable.
Nids / mors d’outillage
Idéal pour
Chargement multi-pièces, optimisation takt
Astuce
Prévoyez l’évacuation des copeaux; évitez les poches de liquide.
E/S automatisation & sécurité
En cellule automatique, on exige une confirmation d’état avant d’usiner ou de manipuler la pièce.
Commande serrage
Rôle
Déclenche le cycle
Mise en œuvre
Sortie PLC → électrovanne (5/2 ou 3/2) + silencieux.
Commande desserrage
Rôle
Ouvre pour charger
Mise en œuvre
Canal séparé; interverrouillage porte/E-stop.
Retour “serré-OK”
Rôle
Évite l’usinage en serrage partiel
Mise en œuvre
Pressostat ou capteur de position sur les permissifs CNC/robot.
Surveillance pression
Rôle
Détecte dérive/perte d’air
Mise en œuvre
Régulateur + manomètre; transducteur en option.
Présence pièce
Rôle
Confirme l’appui
Mise en œuvre
Inductif/optique ou vision avant serrage.
Soufflage / nettoyage
Rôle
Protège la répétabilité
Mise en œuvre
Impulsion d’air temporisée + gestion arrosage.
Pneumatique, mise en service et maintenance
Une alimentation d’air stable et un nettoyage régulier des zones d’appui évitent la majorité des dérives en production automatisée.
Qualité d’air: air propre, sec, filtré (FRL); gardez des conditions constantes.
Pression: plage recommandée 5–7 bar; régulateur près de la machine pour limiter les pertes.
Tuyauterie: lignes courtes, sans fuites; échappement rapide si besoin de temps de cycle réduit.
Mise en service: cycles répétitifs, contrôle du parallélisme, enregistrement d’un temps de serrage de référence.
Entretien: retirer copeaux/lubrifiant des zones de joint, contrôler racleurs/joints et vérifier périodiquement la répétabilité avec une pièce étalon.
Plan de maintenance (atelier)
Des contrôles simples, faits régulièrement, maintiennent la stabilité en usinage automatisé et en “lights-out”.
Chaque poste
Action
Souffler les copeaux sur les portées; vérifier fuites et raccords.
Pourquoi
Préserve le datum et la répétabilité.
Hebdomadaire
Action
Purger FRL; confirmer la consigne; tester le retour “serré-OK”.
Pourquoi
Évite la dérive de force due à la pression.
Mensuel
Action
Inspecter faces d’appui et vis; nettoyer zones coulissantes.
Pourquoi
Réduit l’inclinaison des mors et les défauts dimensionnels.
Trimestriel
Action
Vérifier la répétabilité avec une pièce étalon; analyser logs/alarmes.
Pourquoi
Détecte l’usure avant rebut en production sans opérateur.
Annuel
Action
Contrôle préventif des joints; huile selon plan de service (si applicable).
Pourquoi
Allonge la durée de vie et la stabilité.
Après choc
Action
Recontrôler planéité, alignement et capteurs; test serrage/desserrage.
Pourquoi
Évite des erreurs cachées sur séries complètes.
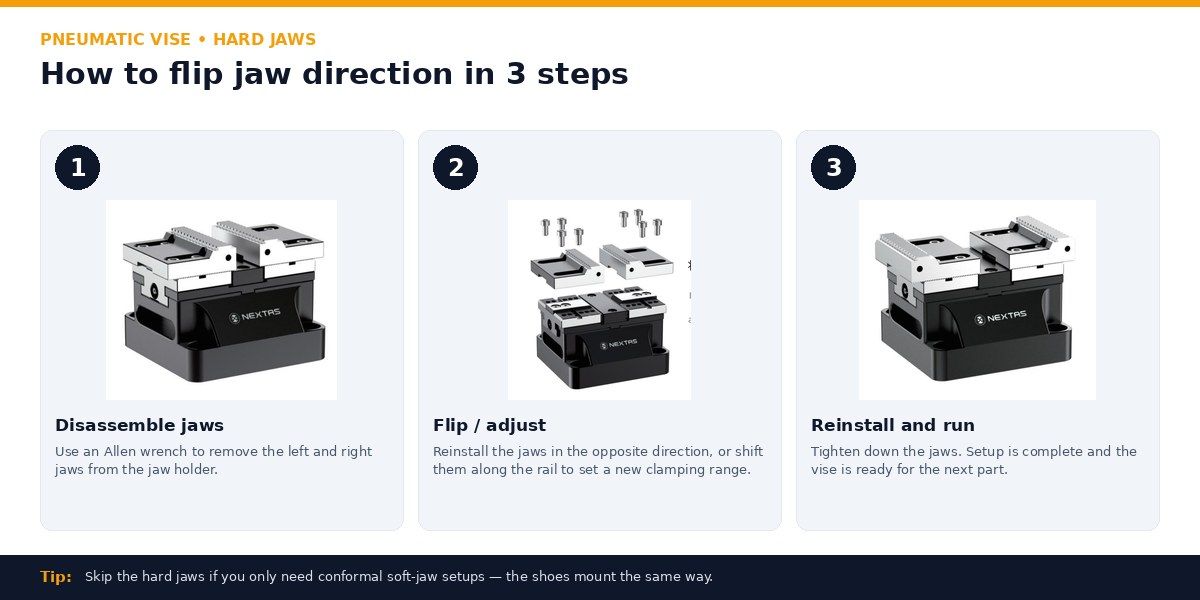
GUIDES DE CHANGEMENT DE MORS
Comment changer et ajuster les mors
Deux guides visuels courts pour l'équipe qui exploite la cellule — retourner les mors durs ou monter des mors doux sans ressortir le manuel à chaque fois.
Mors durs — 3 étapes
Réorientez les mors durs pour alterner entre serrage par face avant et arrière, ou pour fixer une plage de serrage différente.
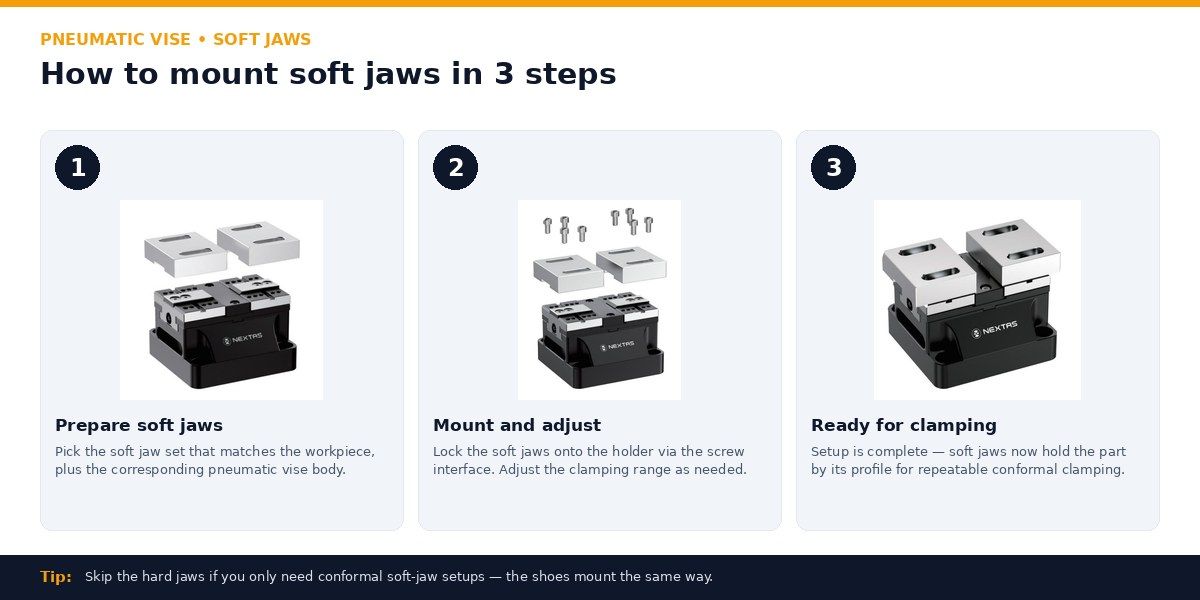
Mors doux — 3 étapes
Montez des mors doux conformes pour que la pièce soit tenue par son profil — répétable sur formes irrégulières.
Études de Cas Réels
Questions Fréquemment Posées
Qu'est-ce que l'étau pneumatique de haute précision et à qui s'adresse-t-il?
L'étau pneumatique de haute précision est un dispositif de serrage puissant conçu pour l'usinage CNC automatisé et la production de masse.
Quelles sont les spécifications clés de l'étau?
Largeur des mors: 160 mm; Ouverture max.: 300 mm; Force de serrage (à 6 bar): 4 000 kgf; Répétabilité: ≤ 0,01 mm; Actionnement: Pneumatique (Amplificateur Pneumo-Hydraulique); Pression d'air recommandée: 5 - 7 bar.
Avec quelles machines ou cas d'usage est-il compatible?
Il est compatible avec les centres d'usinage CNC, les fraiseuses, et peut être intégré aux systèmes ITS pour l'automatisation.
Comment l'étau est-il installé ou monté?
L'installation se fait via des rainures de clavette standard et des trous de montage sur des tables à rainures en T. Il dispose également d'interfaces pneumatiques/hydrauliques et de goupilles de localisation pour une configuration précise.
Où puis-je obtenir des fichiers CAO ou de la documentation?
Si vous avez besoin de fichiers STEP/IGES ou de plans 2D, veuillez nous contacter.
Quels sont les avantages de votre étau pneumatique par rapport à un étau hydraulique traditionnel?
Notre avantage principal est l'intégration. Notre étau pneumatique dispose d'un amplificateur 'air-huile' intégré, ne nécessitant qu'une pression d'air d'usine standard pour générer jusqu'à 4 000 kgf de force de serrage hydraulique puissante. Cela simplifie la configuration du système, élimine le besoin d'une unité hydraulique externe et permet une intégration facile avec les lignes d'automatisation et les codes M de la machine via une électrovanne.
Quelle est la répétabilité de cet étau?
L'étau pneumatique NPV-160 atteint une répétabilité de ≤ 0,01 mm. C'est crucial pour la production de masse automatisée qui nécessite une grande cohérence.
Quelle est la particularité du corps en fonte ductile FCD60?
Le FCD60 est une fonte ductile (à graphite sphéroïdal) de haute résistance. Ce matériau offre une excellente rigidité et des capacités d'amortissement des vibrations. Lors de coupes lourdes, il absorbe efficacement les vibrations d'usinage, assurant la stabilité, une finition de surface supérieure et prolongeant la durabilité à long terme de l'étau.
Quelle alimentation d’air et quel pilotage faut-il pour l’automatisation?
Utilisez un air propre, sec et filtré (FRL) et gardez une pression stable dans la plage recommandée 5–7 bar. En cellule robotisée, pilotez l’ouverture/fermeture via une électrovanne (PLC/M-code) et ajoutez une confirmation par capteurs de pression ou de position.
Comment choisir les mors (mors durs vs mors doux) pour des reprises répétables?
Les mors durs conviennent aux serrages répétitifs, les mors doux aux profils spécifiques. Pour la précision, usinez les mors doux en place, gardez les portées propres et standardisez couple de serrage et références de changement.
Puis-je combiner cet étau avec un système zéro-point pour des changements rapides?
Oui. Le montage sur plaque/palette zéro-point accélère les échanges d’outillage et conserve un référencement constant entre machines—très utile en HMC palettisé et en production multi-références.
Quel entretien aide à maintenir une répétabilité ≤0,01 mm dans le temps?
Évitez copeaux/fluide sur les zones d’appui et de joint, contrôlez régulièrement racleurs/joints et vérifiez la répétabilité avec une pièce étalon. Conservez des valeurs de référence (temps de serrage/pression) pour détecter une dérive tôt.
Quel est le délai de livraison typique entre la confirmation de commande et l'expédition ?
Les produits standard du catalogue sont généralement expédiés 4 à 6 semaines après confirmation de la commande. Les spécifications sur mesure, les paires appariées ou les ensembles configurés ajoutent 1 à 2 semaines. Le délai engagé est confirmé par écrit une fois la nomenclature et la configuration série verrouillées.
Quelle documentation d'inspection et de qualité accompagne chaque unité ?
Chaque unité est livrée avec un rapport d'inspection usine conforme aux spécifications listées — précision géométrique, répétabilité et valeurs de force de serrage le cas échéant. Les certificats de matière, les enregistrements d'étalonnage et les conditions de garantie écrites sont disponibles sur demande au moment de la commande.
Ce site web est-il lié à NEXTAS CO., LTD ?
Oui. Ce site web est le site international dédié aux solutions de bridage NEXTAS. Les informations produit, le support technique et les capacités de fabrication sont soutenus par NEXTAS CO., LTD, avec un focus sur le bridage CNC de précision, les systèmes point zéro, les étaux autocentrants et les solutions de bridage sur mesure.