
Makine karması, palet akışı ve operatörsüz çalışma saat hedeflerinizi paylaşın
Tek bir ekipmandan başlamak yerine; makine grubunuzu, depo mantığınızı ve dijital entegrasyon seviyenizi doğru otomasyon formatına önce eşleştiririz.
Makine grubu ve arayüzler
Makine modelleri, kapı açıklığı, kontrolör ailesi, yük sınırları ve bir ünitenin bir, iki veya üç makineye hizmet vermesi gerektiğini belirtin.
Palet ve depo mantığı
Palet boyutları, fikstür ailesi, buffer ihtiyacı, alan kısıtları ve dikey magazin, döner depo veya gantry/portal tercihinizi paylaşın.
Dijital kapsam ve personel
Hedef operatörsüz saat, vardiya düzeni ve istenen seviyeyi ekleyin: bağımsız, dashboard veya MES / APS / WMS bağlantısı.
Atölyenize ilk olarak hangi otomasyon rotası uyar?
İlk fazın kompakt bir yükleme hücresi mi, yoğun bir palet bufferı mı, daha geniş bir aktarma erişimi mi yoksa daha kapsamlı bir FMS görüşmesi mi olması gerektiğine karar vermek için aşağıdaki pratik başlangıç noktalarını karşılaştırın.
Dikey magazin otomasyonunu seçin
Kompakt bir ilk adım, bir veya iki makine, çevrim dışı palet hazırlığı ve manuel yüklemeden uzaklaşan daha temiz bir akış istiyorsanız.
Döner depoyu seçin
Sınırlı zemin alanında daha fazla palet konumuna ihtiyacınız varsa ve büyük doğrusal yerleşim olmadan karma işler için yoğun buffer arıyorsanız.
Gantry otomasyonunu seçin
Daha uzun aktarma erişimi, üstten erişim veya birden çok makinede yüklemeyi koordine etmenin daha temiz bir yolu gerekiyorsa.
FMS planlamasına başlayın
Makine sayısı, çizelgeleme baskısı, palet izleme ve MES / WMS koordinasyonu artık yükleme hızından çok asıl darboğaz haline geldiyse.
Otomasyon yerleşimi önermeden önce bize neler göndermelisiniz
Makine modeli, adedi, spindle tipi ve ilk hedefin tek makine mi, bir-iki mi yoksa bir-üç koordinasyonu mu olduğu.
Tipik parça boyutları, palet boyutları, ağırlık, değişim sıklığı ve fikstürlerin halihazırda standartlaştırılıp standartlaştırılmadığı.
Operatörsüz çalışma süresi, operatör azaltma hedefi, buffer miktarı ve robotik taşıma, depolama veya AGV bağlantısı beklenip beklenmediği.
MES, APS, WMS, RFID, izlenebilirlik veya dashboard raporlamanın ilk fazdan dahil edilmesi gerekip gerekmediğini söyleyin.
Otomasyon ünite ailesi
CNC işleme hücrelerinde proje planlaması için en ilgili katalog konseptlerinin pratik bir özeti.
NTS-V4 Otomasyon Ünitesi
Bir makinenin çalışmaya devam etmesi gerekirken paletlerin kontrollü döngü içinde hazırlandığı ve aktarıldığı high-mix / low-volume üretim için kompakt otomasyon konsepti.
- 4 palet depolama noktası
- 650 kg'a kadar taşıma kapasitesi
- 300 mm/s taşıma hızı
- Tekrarlı konumlandırma hassasiyeti <0,005 mm
NTS-V12 Otomasyon Ünitesi
Alan optimizasyonu, daha yüksek robot taşıma kapasitesi ve daha fazla parça ailesi için entegre çizelgeleme gereken tesisler için daha büyük palet tabanlı hücre.
- 12 palet depolama noktası
- 500 kg'a kadar taşıma kapasitesi
- 800 mm/s taşıma hızı
- Hava sızdırmazlık test aralığı ±0,01 mm
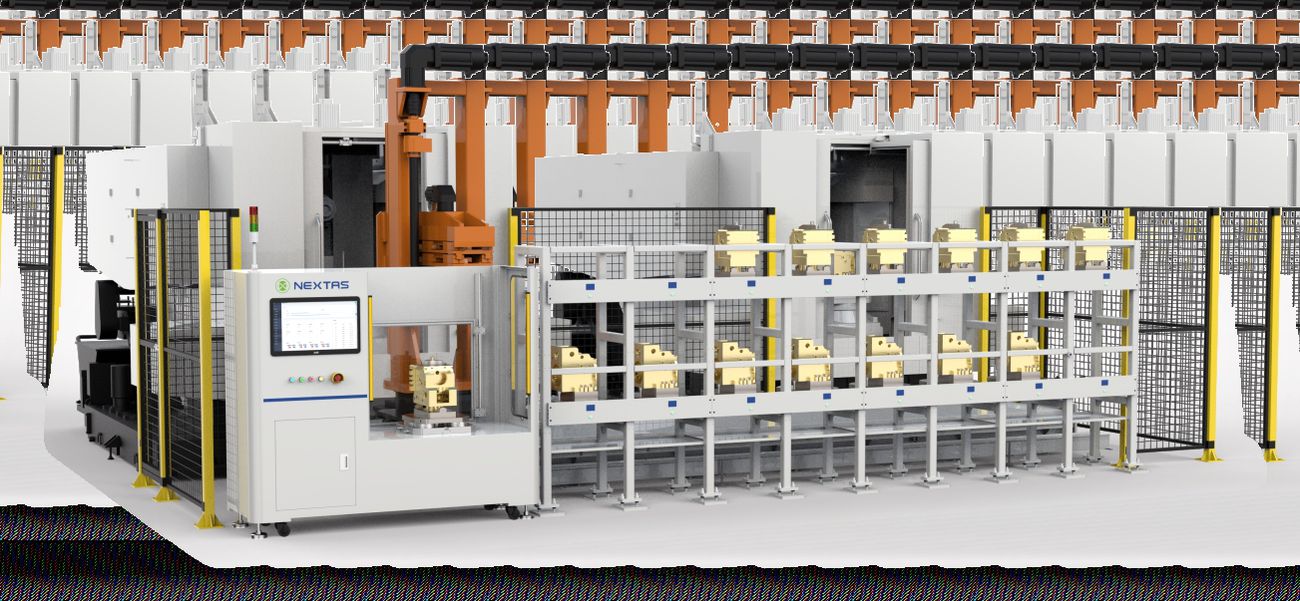
NTS-VS2 Otomasyon Ünitesi
Kitleye özel üretim için 6 eksenli robot, akıllı kontrol ve kompakt depo tasarımını kullanan çift makine iş birliği konsepti.
- 16 palet depolama noktası
- 6 eksenli endüstriyel robot taşıması
- 120 kg'a kadar gripper yükü
- Tekrarlı konumlandırma hassasiyeti <0,005 mm
Katalog donanım referansı
Bu katalog parametreleri, robot markası, yazılım veya hat seviyesinde koordinasyon görüşülmeden önce alıcıların pratik donanım zarfını anlamasına yardımcı olur.
| Referans formatı | Katalog donanım notları | Alıcıların anlaması gerekenler |
|---|---|---|
| Dikey magazin otomasyon ünitesi | 6 eksenli manipülatör, opsiyonel marka, maks. yük 20 kg, çalışma yarıçapı 1500 mm, iki konumlu çene, tekrarlanabilirlik ±0,02 mm, parça 15 kg ve <200 mm'ye kadar. | Proje kompakt konveyörler ve bir-iki makine koordinasyonu ile başladığında güçlü bir ilk hücre seçeneği. |
| Dikey magazin raf mantığı | Kızılötesi / RFID hata önleme ve manyetik kilitli silo kapaklarıyla 45 konuma kadar akıllı raflar. | Çarpışma önleme, parça izlenebilirliği ve kompakt buffer'ın ilk günden önemli olduğu projelerde kullanışlıdır. |
| Döner depo ünitesi | Kızılötesi / RFID hata önleme ve manyetik kilitli kapaklarla 180 konuma kadar akıllı raflar. | Asıl darboğaz robot hareketi değil de yoğun depolama olduğunda en iyi seçimdir. |
| Gantry otomasyon ünitesi | 24 saat tepsi besleme, servo tahrik + hassas redüktör ve PLC + dokunmatik ekran kontrolü öne çıkar. | Daha uzun aktarma erişimi, kararlı taşıma ve daha kolay hat genişletme için tasarlanmış bir yerleşime işaret eder. |
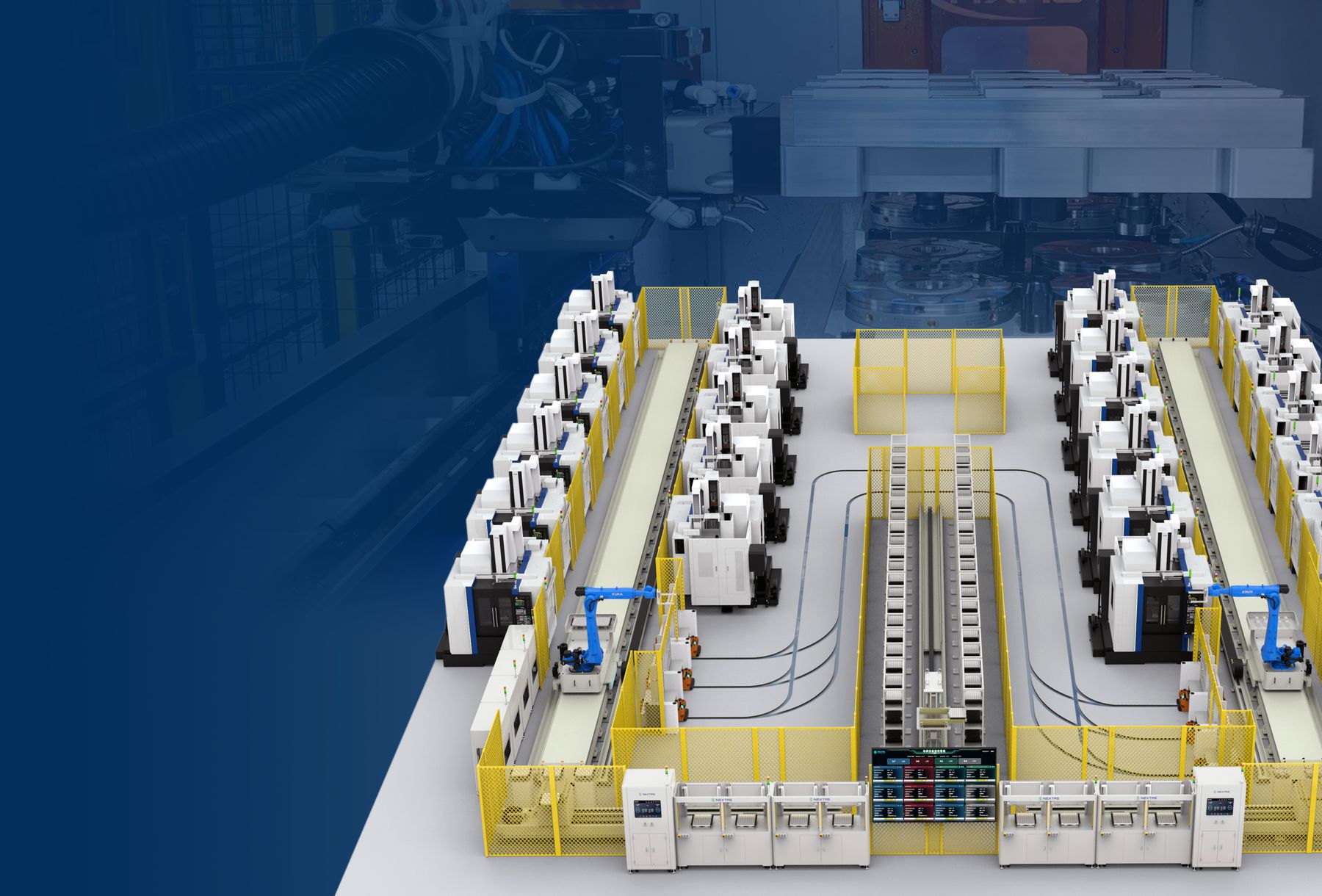
Bağımsız hücreden FMS'ye hazır koordinasyona
Katalog, otomasyon serisini sadece bir yükleyici olarak konumlandırmaz. Hücre verilerinin MES, raporlama ve izlenebilirlik akışlarına taşınabilmesi için dashboardlar, akıllı çizelgeleme, ekipman iş birliği ve endüstriyel iletişim planlamasını bir araya getirir.
Dört planlama katmanı
- Sunum katmanı: dijital ikiz dashboardu, mobil dashboard ve rapor merkezi.
- Karar katmanı: APS çizelgeleme, yük dengeleme, rota optimizasyonu ve istisna yönetimi.
- Yürütme katmanı: robot kontrolü, AGV sevki, işleme modülü ve depo modülü.
- Endüstriyel katman: entegrasyon planlaması için OPC UA, Profinet, EtherCAT ve Modbus.
Projelerde sık istenen yetenekler
Entegre çizelgeleme: değişen iş karışımı için dinamik çizelgeleme, gerçek zamanlı optimizasyon ve uyarlanabilir ayarlama.
İzlenebilirlik: parça, fikstür ve takım durumu depo konumları ve iş emirleriyle ilişkilendirilebilir.
Lights-out yönü: palet buffer'ı, doğrulanabilir yükleme durumları ve koordine malzeme akışı manuel müdahaleyi azaltır.
Ölçeklenebilir mimari: tek makine veya tek hücreyle başlayıp daha sonra host kontrol, merkezi depo veya AGV mantığına genişleyin.
Proje aşamasına göre devreye alma yolu
En güvenilir otomasyon projeleri, devreye alma yolunu tanımlar ve aynı zamanda datum, palet ve çizelgeleme kurallarını standartlaştırır; böylece gelecekteki büyümeler ikinci bir yeniden yapılanmaya zorlamaz.
Tek hücreli hızlı kazanım
İlk hedef, tüm atölyeyi yeniden kurmadan kritik bir makinede daha fazla spindle çalışma süresi elde etmek olduğunda en uygunudur.
Önce standartlaştırın: zero-point arayüzü, palet boyutları ve hedef operatörsüz saat.
Bir-iki yükleme ünitesi
İki makinenin bir yükleme kaynağını paylaşabildiği ve parça ailelerinin yönetilebilir kaldığı durumlarda pratik bir sonraki adımdır.
Önce standartlaştırın: fikstür yönlendirmesi, gripper mantığı ve çevrim dışı yükleme sırası.
Karma bir-üç hücre
Üç makine palet mantığını paylaşırken farklı parçalar, programlar ve takt varsayımları üzerindeki kontrolü korumak gerektiğinde en uygundur.
Önce standartlaştırın: palet ailesi kuralları, çizelgeleme önceliği ve istisna yönetimi.
Hat seviyesinde FMS koordinasyonu
Depo kontrolü, makine yüklemesi, muayene akışı ve üretim verilerinin tek bir koordineli platformda çalışması gerektiğinde bu rotayı seçin.
Önce standartlaştırın: veri sahipliği, izlenebilirlik kontrol noktaları ve malzeme akışı kuralları.
Otomasyon Serisinin en iyi uyduğu alanlar
Bu proje yönleri, katalogda gösterilen uygulama sayfalarıyla iyi eşleşir.
Bir veya iki makine için yükleme üniteleri
Tüm hattı yeniden kurmadan gözetimsiz yüklemeye pratik bir ilk adım atmak isteyen atölyeler için uygundur.
Bir ila üç makine için karma üretim hücreleri
Birden çok makinenin standart palet veya fikstür mantığını paylaşması gerekirken parça ailelerinin ayrı tutulması gereken durumlarda faydalıdır.
Host bilgisayar kontrollü esnek hatlar
Merkezi planlama, tam izlenebilirlik ve depolama, işleme ile kontrol arasında koordine veri gerektiren tesislere uygundur.
Kitleye özel üretim
Birçok varyant, küçük lotlar ve sınırlı zemin alanı olan atölyeler için güçlü bir yönelimdir.
Otomasyon yapı taşları
Çalışan bir otomasyon hücresinin içinde neler var
Devreye almalarımızda tekrar eden altı yapı taşı — palet deposu, robot yükleyiciler, konveyörler ve makine-hücre eşleşmeleri. Zemininize uyanları seçin, uymayanları atlayın.

Palet deposu kulesi
HMI'lı dikey raf — operatör müdahaleleri arasında spindle'ları çalıştırmaya devam ettiren gözetimsiz buffer.
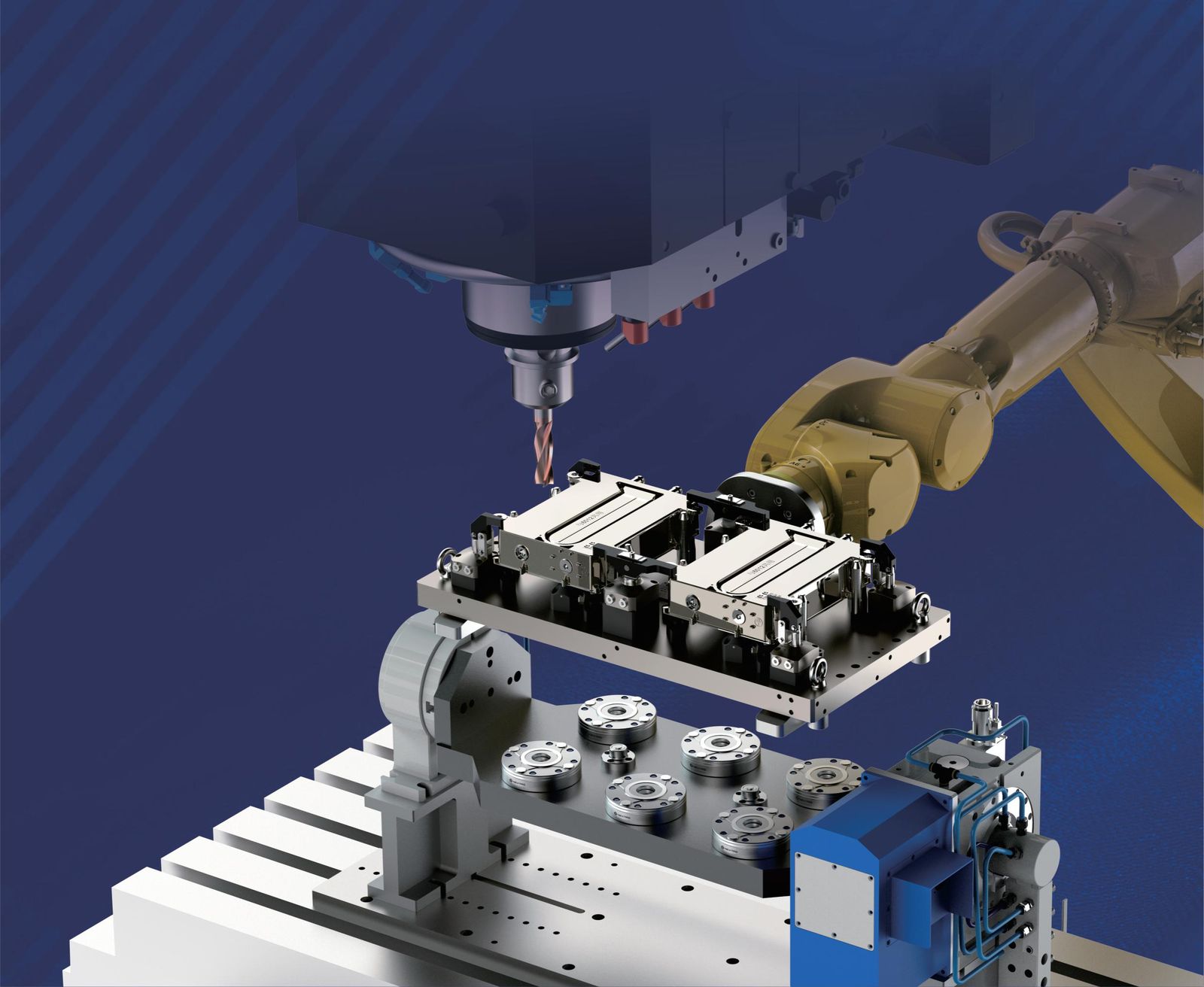
Robot yükleme istasyonu
Tombstone veya palet alma özellikli 6 eksenli kol. Hızlı, tekrarlanabilir ve çevrim dışı kullandığınız aynı datum yığınıyla çalışır.

Robot + CNC entegrasyonu
Paket hücre olarak teslim edilen robot, kontrol kabini ve CNC. Ön kablolama yapılmış, ön doğrulanmış, tek bir ayak iziyle sevk edilir.
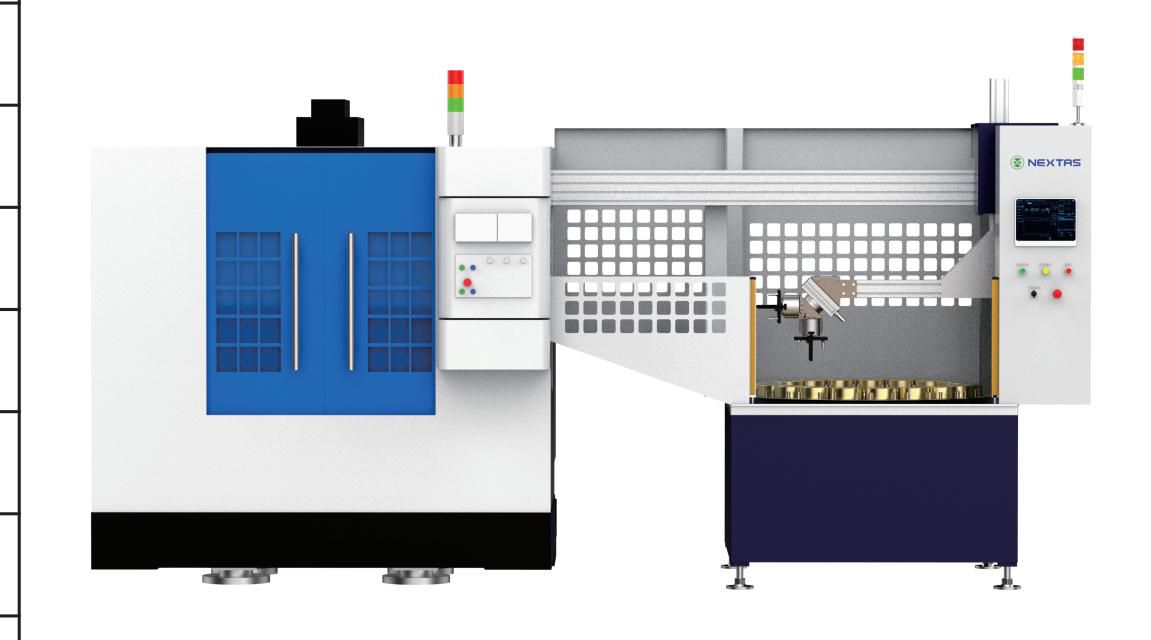
Çok istasyonlu konveyör
Birkaç çalışma konumlu palet konveyör. Parti boyutları küçük ama çeşitlilik yüksek olduğunda iyi uyum sağlar.
Palet ve robot entegrasyonu
Paletler ve robotlar zeminde nasıl yer alır
Paletlerin ve robotun zeminin geri kalanına nasıl bağlandığına dair iki görünüm — yüksek hacimli hatlar için üst palet shuttle ve aşamalı devreye almalar için tek makine + hücre eşleşmesi.

Üst palet shuttle
Üstte monte edilmiş shuttle, zemin alanını kullanmadan paletleri istasyonlar arasında taşır. Fabrika yerleşimi zaten sıkı olduğunda kullanılır.
Makine + hücre eşleşmesi
Komşu bir otomasyon hücresiyle eşleştirilmiş tek CNC. Mevcut bir zemine otomasyonu aşamalı olarak entegre etmenin en düşük riskli yolu.
Bir otomasyon projesini görüşmeden önce neler hazırlanmalı
- Makine modeli, kontrolör markası ve mevcut yükleme yöntemi
- Parça boyut aralığı, tek parça ağırlığı ve palet / fikstür stratejisi
- Hedef vardiya düzeni, operatörsüz saatler ve gerekli takt kararlılığı
- MES, ERP, takım yönetimi veya izlenebilirlik entegrasyonu gerekip gerekmediği
- Mevcut zemin alanı, güvenlik sınırı ve buffer / depo gereksinimleri
- Beklenen ROI yönü: iş gücü azaltma, uptime artışı, kapasite artışı veya izlenebilirlik
- Tercih edilen ilk faz: kompakt hücre, palet akışı, robotik taşıma veya tam FMS yol haritası
- Atölyede halihazırda kullanılan datum veya zero-point standardı
Sık Sorulan Sorular
Otomasyon Serisi sadece büyük fabrikalar için mi?
Hayır. Katalog mantığı kompakt ünitelerden başlar ve daha büyük FMS konseptlerine doğru büyür; bu yüzden küçük ve orta ölçekli üreticiler projeyi bütçelerine ve parça karışımlarına göre aşamalı olarak ilerletebilir.
Sistem MES, ERP veya depo yazılımına bağlanabilir mi?
Evet. Planlama yönü; dashboardlar, çizelgeleme mantığı, endüstriyel iletişim ve MES gibi üst seviye üretim veri sistemleriyle bağlantıyı içerir.
Bugün hâlâ büyük ölçüde manuel çalışıyorsak en iyi ilk adım nedir?
Çoğu üretici, bir veya iki makine etrafında paletleri, fikstürleri ve yükleme akışını standartlaştırarak başlar. Bu yaklaşım daha geniş otomasyona daha düşük riskli bir geçiş sağlar.
Onaylı satın alma siparişinden sevkiyata kadar tipik teslim süresi nedir?
Standart NTS-V4 / V12 / VS2 otomasyon hücreleri, satın alma siparişi onayından sonra 4–6 hafta içinde sevk edilir. Özel palet sayıları, robot kolu değişiklikleri veya standart dışı makine arayüzleri üretim ve FAT için 1–2 hafta ekler. Taahhüt edilen teslim süresi, hücre yerleşimi ve makine listesi kesinleştikten sonra yazılı olarak onaylanır.
Her otomasyon serisiyle birlikte hangi muayene ve kalite belgeleri gönderilir?
Her hücre, palet tekrarlanabilirliği, robot çevrim süresi, makine el sıkışması (M-kodu veya OPC UA) ve kuru çalışma kayıtlarını içeren fabrika kabul testi (FAT) raporu ile sevk edilir. Yapısal birleştirmeler için malzeme sertifikaları, elektrik şemaları ve yazılı garanti sipariş anında talep üzerine sağlanır.
Bu web sitesi NEXTAS CO., LTD ile ilişkili mi?
Proje desteğine mi ihtiyacınız var?
Fikstür veya otomasyon projenizi görüşelim
Makine listenizi, mevcut setup yönteminizi ve hedef çıktınızı paylaşın. En iyi ilk adımın kompakt bir otomasyon ünitesi, palet konsepti veya daha geniş bir FMS yönü olup olmadığını birlikte değerlendirelim.