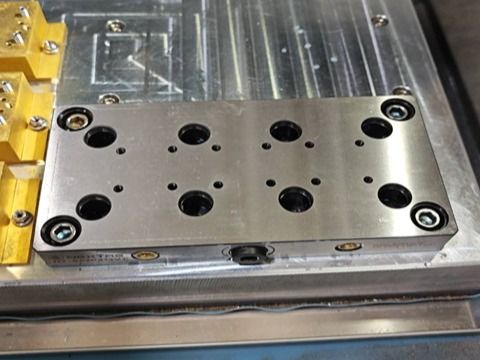
Önerilen yerleşim
52mm/96mm ızgarayı mengeneye hizala; hava portlarına erişimi açık bırak
Neden işe yarar
Gösterge ile ayar yapmadan hızlı değişim; daha tutarlı work offset
Notlar
Her değişimde “kıskaçlamadan önce temizle” adımını standartlaştır

NEXTAS sıfır nokta bağlama plakası ailesi, hızlı bağlama ve standartlaştırılmış palet sistemleri için tasarlanmıştır. Benzer bir plaka arayüzü ile vislerin, paletlerin ve modüler fikstürlerin hızlı değişimini sağlar.
En uygun
Hızlı değişimi gerektiren ancak ilk gün tam bir otomasyon projesi zorunlu kılmayan visler, palet plakaları ve modüler fikstürler için en temiz başlangıç adımıdır.
Önce karşılaştırın
Bu karşılaştırma genellikle alıcılara manuel datum plakasının şimdi yeterli olup olmadığını veya pnömatik ya da APC-hazır bir rotanın daha erken planlanması gerekip gerekmediğini söyler.
Sonra git
Düzen planlaması gerçek karar darboğazı olduğunda doğrudan seçim, entegrasyon ve bakıma atlayın.
Göreve göre katılın
Plaka boyutlarını karşılaştırıyorsanız, kurulum mantığını kontrol ediyorsanız veya paylaşılan datum arayüzü etrafında bakım planlıyorsanız aşağıdaki kısayolları kullanın.
Hızlı mühendislik el değiştirmesi
| Parametre | Özellik |
|---|---|
| Plaka Malzemesi | Sertleştirilmiş Paslanmaz Çelik |
| Düzlük / Paralellik | ≤0,005 mm |
| Standart Boyutlar (U x G) | Kataloğa bakınız |
| Entegre Modüller | Plaka boyutuna bağlı olarak 1, 2, 4 veya daha fazla |
| Modül Aralığı | Standart 52mm, 96mm, 200mm ızgaralar veya özel desenler |
| Montaj Sistemi | Standart T-kanallı tablalar veya doğrudan montaj için tasarlanmıştır |
| Yüzey İşlemi | Korozyona dayanıklı kaplama |

NEXTAS Sıfır Noktası Bağlama Plakası, makineniz ile iş parçası bağlama sisteminiz arasındaki kritik bağlantıyı sağlar. Her plaka, yüksek kaliteli, gerilimi giderilmiş çelik veya alüminyumdan üretilir ve yüksek düzeyde düzlük ve paralellik elde etmek için hassas taşlanır. Bu, entegre sıfır noktası modüllerinin mikron seviyesindeki hassasiyetinin iş parçanıza iletilmesini sağlar. Plakalar, standart bir ızgara deseni (örneğin 52mm/96mm) ve pnömatik çalıştırma için entegre tesisat ile donatılmıştır, böylece kurulum temiz, basit ve son derece hızlı olur.
Manuel sıfır noktası plakası, küresel CNC işleme takım sistemleriyle güçlü uyumluluk sağlayan 52mm/96mm endüstri standardı modül tasarımını kullanır. Bu standardizasyon, özel uyarlama sorunlarını önler ve hem küçük atölyelere hem de büyük üretim tesislerine kolay entegrasyon sağlar. İki modül boyutu, farklı iş parçası ağırlığı ve boyut ihtiyaçlarını karşılayarak çeşitli işleme görevlerinde esnekliği artırır. Yaygın olarak bulunan yedek parçalarla bakım ve değişim basitleşir. Tutarlılığa önem veren işletmeler için bu tasarım, uyumsuz takımlardan kaynaklanan duruş sürelerini azaltır ve genel operasyonel verimliliği artırır.
Sıfır noktası bağlama plakası sadece bir “taban plaka” değildir; makinenizin standart arayüzüne dönüşür. Başta doğru konfigürasyonu seçmek, tekrarlanabilir hassasiyet, daha hızlı değişimler ve paletleme/otomasyona daha temiz bir geçiş sağlar.
Plaka ölçüsünü tabla hareketi ve T-kanal düzeniyle eşleştirin. Takım yolları, soğutma akışı ve talaş tahliyesi için boşluk bırakın. Sık değişim yapan atölyeler genellikle her makine için bir “ana plaka” standardize eder.
Palet, mengene ve fikstürlerle geniş uyumluluk için 52 mm/96 mm endüstri standardı deseni seçin. Daha büyük parçalar veya ağır talaş? Daha geniş yayılım (veya daha fazla modül) rijitliği ve yük kapasitesini artırır.
High-mix üretimde hızlı değişimli mengeneler ve standart paletler önceliklidir. 4/5 eksen için rijitlik, Z yüksekliği ve tekrarlanabilir konumlama önemlidir; böylece parçayı yeniden bağlamadan CNC’den CMM’e taşıyabilirsiniz.
| Önemli olan | T-kanal kurulumları | Sıfır noktası bağlama plakası |
|---|---|---|
| Değişim süresi | Manuel ölçümleme & hizalama | Palet/fikstürleri dakikalar içinde değiştirin |
| Tekrarlanabilirlik | Operatöre bağlı | Tutarlı konum (temizlik & bakım ile) |
| Ölçeklenebilirlik | İşler arasında standardize etmek zor | Palet, mengene ve fikstürler için standart arayüz |
| Ölçüm/inspeksiyon akışı | Çoğu zaman yeniden bağlama gerekir | Aynı palet/aynı sıfır referansla CNC → CMM |
Atölyeniz sık iş değiştiriyorsa, kısa seri çalışıyorsa veya otomasyona giden net bir yol istiyorsa, sıfır noktası plakası genellikle spindle uptime’ı artırarak ve kurulum değişkenliğini düşürerek kendini amorti eder.
İpucu: Palet havuzu veya otomasyon planlıyorsanız, plaka desenlerini ve palet arayüzlerini erken standardize edin — sonra yeniden iş yapmayı azaltır.
Sık iş değişimi, paletleme veya 5 eksenli fikstürler için CNC sıfır nokta bağlama plakası seçerken hızlı bir rehber. Amaç, arayüzü (plaka + palet/fikstür) standartlaştırırken takım boşluğu, talaş tahliyesi ve pnömatik hat düzenini pratik tutmaktır.
Long-tail anahtar kelimeler: CNC sıfır nokta bağlama plakası, 52mm 96mm ızgara, HMC tombstone hızlı değişim tabanı, 5 eksen paletleme fikstürü.
Tekrar edilebilirlik sorunlarının çoğu temel sebeplerden gelir: dengesiz basınç, nem/yağ ve referans yüzeylerde talaş. Bu kontrol listesi pnömatik sıfır nokta bağlama için pratiktir (kesin değerleri katalogdan doğrulayın).
Arama niyeti: sıfır nokta plaka hava basıncı, sıfır nokta modül bakımı, paletleme workholding.
High-mix üretimde küçük detaylar birikir: referans yüzeylerde talaş, dengesiz sıkma momenti, nemli hava. Aşağıdaki tablo en yaygın belirtileri hızlıca teşhis etmeye yardımcı olur.
Long-tail anahtar kelimeler: sıfır nokta plaka tekrar edilebilirlik, palet workholding arıza giderme, sıfır nokta modül hava kaçağı, yeniden oturma sapması.
Sıfır noktası bağlama plakası, standart datum arayüzünüz olduğunda parlar: parça aynı palet/fikstür üzerinde işleme → ölçüm → geri döner. Bu, yeniden bağlama hatasını azaltır ve tekrarlanabilirliği ölçülebilir hale getirir.
Parça aynı palet/fikstürde kaldığında, GD&T trendlerini seri boyunca izleyebilir, drift’i erken yakalayabilir ve yeniden bağlama riskini azaltabilirsiniz.
Long-tail keywords: GD&T true position tolerance, CMM pallet inspection, datum transfer, re-clamp repeatability, work offset repeatability.
Bu iş akışının desteklediği arama terimleri: CMM pallet inspection, datum transfer, work offset repeatability, zero-point clamping plate repeatability, re-fixturing error reduction.
Pnömatik sıfır noktası kenetlemesi hızlı ve güçlü çalışır. Bir düğmeye basıldığında, sistem kuvvetli bir şekilde devreye girerek fikstürü güvenli bir şekilde kilitler. Bu, yüksek üretim ortamlarında güvenilir bir hızlı değişim çözümüdür.
Manuel sıfır noktası plakası, kendinden merkezlemeli mengenelerle birlikte kurulum süresini %90'dan fazla azaltabilir. Geleneksel kurulumlar, zaman alıcı ve hataya açık olan ve parça kalitesine zarar veren tekrarlanan manuel hizalama gerektirir. Kendinden merkezlemeli bir mengene ile eşleştirildiğinde, plaka önceden ayarlanmış sıfır referanslarını ve otomatik merkezlemeyi kullanarak operatörlerin iş parçalarını saniyeler içinde sabitlemesine olanak tanır. Bu, sık iş değişiklikleri olan yüksek çeşitlilikli, düşük hacimli üretim için hayati önem taşır çünkü hassasiyeti korurken makine kullanımını ve çıktıyı artırır.


Manuel sıfır noktası plakası son derece çok yönlüdür; dikey/yatay işleme merkezlerine (VMC/HMC) ve 3 eksenli, 4 eksenli, 5 eksenli CNC sistemlerine uygundur. Dikey işlemede, frezeleme, delme ve kılavuz çekme için iş parçalarını stabilize eder. Yatay kurulumlarda, daha uzun/ağır iş parçalarını desteklemek için yerçekimini kullanır. Konturlama gibi karmaşık 4/5 eksenli görevler için hassas hizalaması kaliteyi garanti eder. Otomotiv, havacılık ve tıbbi cihaz üretimi gibi endüstrilere hizmet vererek birden fazla özel alet ihtiyacını ortadan kaldırır, maliyetleri düşürür ve envanter yönetimini basitleştirir.
Sıkma plakalarını kule (tombstone) fikstürleri için taban olarak kullanın; böylece çok parçalı bir kurulumu çevrimdışı hazırlayıp yükleyebilir ve dakikalar içinde makineye takabilirsiniz.
VMC'nizi farklı mengeneler, 4. eksen döner tablalar veya işe özel fikstürler arasında uzun yeniden hizalama prosedürleri olmadan hızla geçiş yapmak için bir sıkma plakası ile donatın.
Sıkma plakalarımız, otomatik palet sistemleri için ideal temeldir. Sağlamlıkları ve standart arayüzleri, robotik yükleyiciler tarafından 7/24 güvenilir ve tekrarlanabilir değişimler sağlar.
Bir iş parçasını CNC'den doğrudan CMM'ye aynı palet üzerinde, referans olarak aynı sıkma plakasını kullanarak aktarın. Bu, yeniden bağlama hatalarını ortadan kaldırır ve tutarlı ölçüm sağlar.






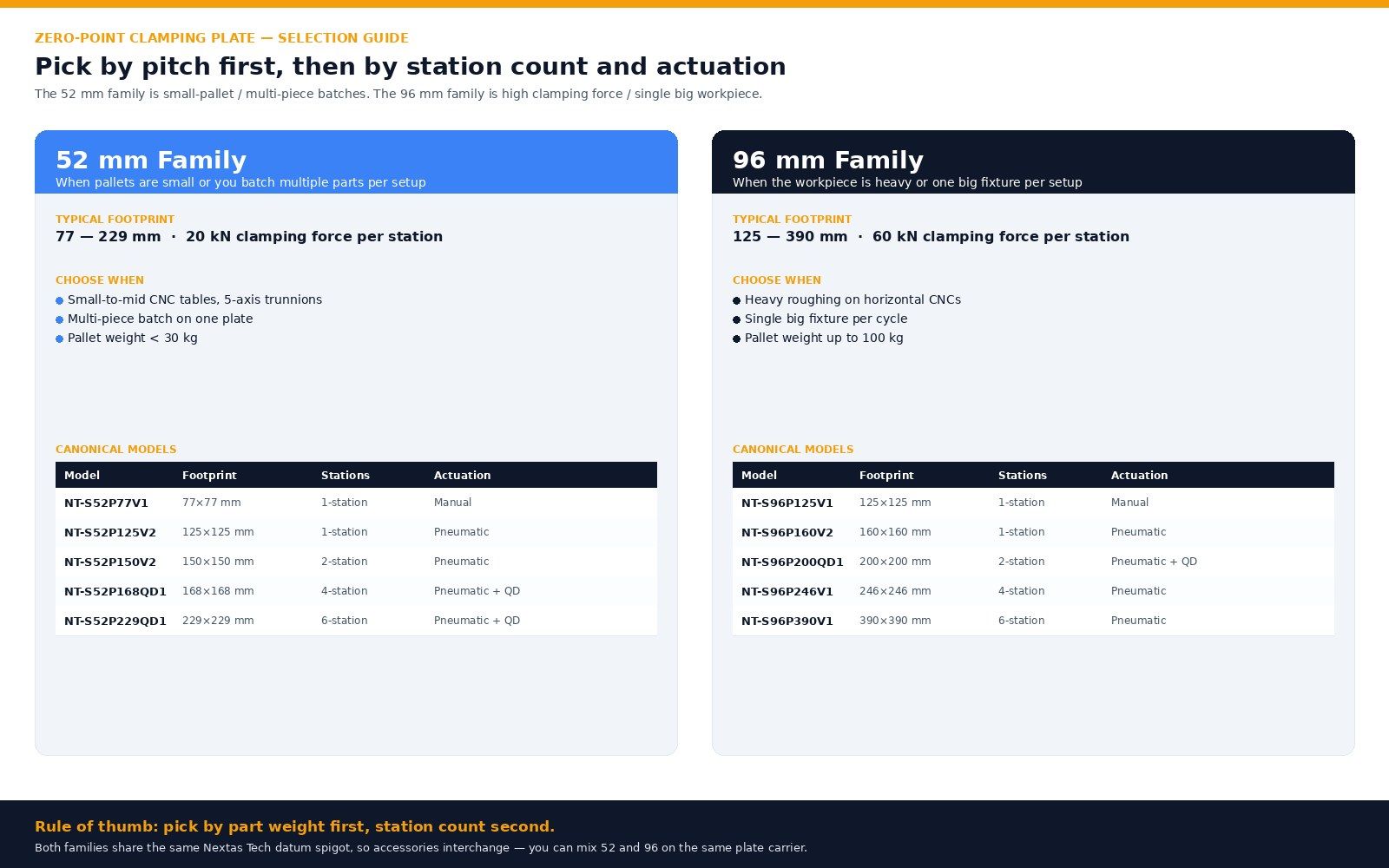
Sıfır nokta bağlama plakaları, makine tablanız ile herhangi bir mengene, fikstür veya palet arasında tekrarlanabilir bir datum arayüzü sağlar. Bu rehber 52 mm ve 96 mm formatları arasında seçim yapmayı, makinenizi plaka montajına hazırlamayı ve yıllarca günlük kullanımda 0,005 mm’nin altında tekrarlanabilirliği korumayı kapsar.
52 mm ve 96 mm plakalar arasında seçim veya tablanız için montaj düzeni konusunda yardım mı gerekiyor?
Bize ulaşınSEÇİM REHBERİ
Önce adım (52 vs 96 mm), sonra istasyon sayısı ve çalıştırma. Her iki aile aynı datum çekme pimini paylaşır, aksesuarlar değiştirilebilir.
Bir sıfır noktası plakası, 30-60 dakika sürebilen T-kanallı manuel hizalamayı bir 'kilitle ve git' sistemiyle değiştirir. Sıfır noktası pimlerine sahip fikstürler plakaya yerleştirilir ve saniyeler içinde pnömatik olarak kenetlenir. Bu, kurulum süresini %90'ın üzerinde azaltarak operatörlerin işleri 5 dakikanın altında ve mikron seviyesinde tekrarlanabilirlikle değiştirmesine olanak tanır, böylece makine çalışma süresini önemli ölçüde artırır.
Hassas taşlanmış modüller ve sertleştirilmiş çelik konumlandırma konileri içeren sıfır noktası bağlama plakalarımız, ≤ 0,005 mm (5 mikron) tekrarlanabilirliği garanti eder. Bu, bir fikstürü çıkarıp, farklı bir işi çalıştırıp, orijinal fikstürü iş ofsetlerinizin değişmediğinden emin olarak yeniden monte etmenizi sağlar.
Maksimum rijitlik, titreşim sönümleme ve aşınma direnci için Çelik tercih edin; bu, ağır hizmet tipi frezeleme ve yüksek üretim ortamları için idealdir. Yük limitleri olan daha küçük makine tablalarında, 4. eksen kulelerinde veya daha hızlı değişimler için azaltılmış kütlenin kritik olduğu otomatik palet değiştirme sistemlerinde ağırlık bir endişe kaynağı olduğunda Alüminyum (tipik olarak yüksek kaliteli 7075-T6) tercih edin.
Bakım minimaldir. Modüllerden birikintilerin günlük görsel kontrolünü ve temizlenmesini öneririz. İç contaları korumak için hava beslemenizin temiz ve kuru olduğundan (bir FRL ünitesi kullanarak) emin olun. Periyodik olarak (örneğin, her 6 ayda bir) hava kaçaklarını kontrol edin ve düzgün çalışmayı sürdürmek için hava girişine hafif bir pnömatik alet yağı uygulayın. Modüller soğutma sıvısına ve talaşlara karşı tamamen sızdırmazdır.
Evet. Bir parçayı CNC'de plakamıza bağlı bir palet üzerinde işleyebilir, ardından tüm paleti çıkarıp benzer bir sıfır noktası plakasıyla donatılmış bir CMM'ye taşıyabilirsiniz. Bu yöntem, parçanın koordinat sistemi işlemeden incelemeye kadar korunmasını sağlar ve yeniden bağlama hatalarını azaltır.
Evet. Mevcut mengenelerinizi (Kurt, Schunk veya NEXTAS kendinden merkezlemeli mengeneler gibi) sıfır noktası plakasına uyarlayabilirsiniz. Standart bağlama pimlerini (örneğin, 52mm veya 96mm aralıklı) mengenelerinizin altına monte etmeniz yeterlidir.
Gerçek koşullarda tekrarlanabilirlik; arayüz temizliği, talaş kontrolü ve tutarlı bağlama sırasına bağlıdır. Temiz referans yüzeyleri ve rijit montajla stabil re-clamp repeatability elde eder, offset ve ölçüm verisini (CNC → CMM) güvenle taşırsınız.
En kritik nokta temiz ve kuru hava kullanmaktır. Uygun filtrasyon/regülasyon sağlayın, kaçak kontrolü yapın ve katalog önerilerini izleyin; böylece modüller eşit çalışır ve hassasiyet korunur.
Her yüklemeden önce hızlı temizlik (silme veya hava ile üfleme) yapın: temas yüzeyleri ve bağlama elemanları. Koruyucular, hedefli soğutma nozulları ve standart temizlik rutini özellikle talaş yoğun işlerde konumlamayı ciddi iyileştirir.
Evet. Aynı palet/fikstürde kalmak datum transfer’i kolaylaştırır ve yeniden bağlama hatasını azaltır. Z yüksekliği, çarpışma boşluğu ve operasyonunuza uygun rijit modül yerleşimini kontrol edin.
Standart katalog ürünleri, satın alma siparişi onayından sonra genellikle 4–6 hafta içinde sevk edilir. Özel spesifikasyonlar, eşleştirilmiş çiftler veya yapılandırılmış setler 1–2 hafta ekler. Taahhüt edilen teslim süresi, BOM ve seri konfigürasyonu kesinleştikten sonra yazılı olarak onaylanır.
Her ünite, listelenen spesifikasyonlara göre hazırlanmış fabrika muayene raporu ile sevk edilir — geometrik doğruluk, tekrarlanabilirlik ve uygun olduğunda bağlama kuvveti değerleri. Malzeme sertifikaları, kalibrasyon kayıtları ve yazılı garanti şartları sipariş anında talep üzerine sağlanır.

Kenetleme kuvvetini ve hassasiyeti sağlayan çekirdek modüller.
Detayları Görüntüle —
Hızlı ve stabil kenetleme sunan otomatik üretim hatları için idealdir.
Detayları Görüntüle —
Sabit ve döner uygulamalar için yüksek hassasiyetli pnömatik ayna.
Detayları Görüntüle —Hızlı teklif
Üç alan yeterli — mühendislerimiz bir iş günü içinde fiyat ve konfigürasyon önerisiyle yanıtlar.