
Podaj miks maszyn, trasę palet i docelowe godziny bezobsługowe
Najpierw dopasowujemy grupę maszyn, logikę magazynowania i zakres danych do właściwego formatu automatyzacji, zamiast zaczynać wyłącznie od sprzętu.
Grupa maszyn i interfejsy
Prześlij modele maszyn, sposób otwierania drzwi, rodzinę sterowania, limity obciążenia oraz to, czy jedna jednostka ma obsługiwać jedną, dwie czy trzy maszyny.
Logika palet i magazynowania
Podaj rozmiar palety, rodzinę oprzyrządowania, potrzebny bufor, ograniczenia miejsca i czy rozważasz magazyn wertykalny, obrotowy czy układ bramowy/truss.
Zakres cyfrowy i obsada
Uwzględnij docelowe godziny pracy bez operatora, model zmianowy oraz to, czy potrzebujesz sterowania stand-alone, dashboardu czy integracji MES / APS / WMS.
Która ścieżka automatyzacji pasuje do Twojej fabryki najpierw?
Porównaj poniżej praktyczne punkty początkowe, aby zdecydować, czy faza pierwsza powinna być kompaktową komórką załadunku, gęstym buforem palet, szerszym zakresem transferu czy szerszą dyskusją na temat planowania FMS.
Wybierz automatyzację przechowni, gdy
Chcesz kompaktowy pierwszy krok, jedną lub dwie maszyny, przygotowanie palet offline i czystszą ścieżkę z dala od ładowania ręcznego.
Wybierz magazyn obrotowy, gdy
Potrzebujesz więcej pozycji palet w ograniczonej przestrzeni i chcesz gęste buforowanie dla mieszanych prac bez dużego układu linii.
Wybierz automatyzację kratownicy, gdy
Potrzebujesz dłuższego zakresu transferu, dostępu od góry lub czystszego sposobu koordynacji załaduku na wielu maszynach w jednym obszarze.
Zacznij planowanie FMS, gdy
Liczba maszyn, presja harmonogramowania, śledzenie palet i koordynacja MES / WMS już stają się wąskim gardłem zamiast czystej prędkości załaduku.
Co wysłać, zanim zarekomendujemy układ automatyzacji
Model maszyny, liczba sztuk, typ wrzeciona oraz to, czy celem pierwszej fazy jest obsługa jednej maszyny, koordynacja jeden-do-dwóch czy jeden-do-trzech.
Typowy rozmiar detalu, rozmiar palety, masa, częstotliwość zmian oraz informacja, czy oprzyrządowanie jest już ustandaryzowane.
Docelowy czas pracy bez nadzoru, planowane ograniczenie obsady, pojemność bufora oraz to, czy oczekiwana jest obsługa robotyczna, magazyn lub połączenie z AGV.
Podaj, czy od pierwszego etapu powinny być uwzględnione MES, APS, WMS, RFID, identyfikowalność lub raportowanie na dashboardzie.
Przegląd jednostek automatyzacji
Praktyczny przegląd koncepcji z katalogu, które są najważniejsze przy planowaniu projektu dla gniazd obróbczych CNC.
Jednostka zautomatyzowana NTS-V4
Kompaktowa koncepcja automatyzacji dla produkcji high-mix / low-volume, w której jedna maszyna ma pracować bez przerwy, a palety są przygotowywane i przekazywane w kontrolowanej pętli.
- 4 miejsca magazynowania palet
- Udźwig manipulacyjny do 650 kg
- Prędkość manipulacji 300 mm/s
- Dokładność pozycjonowania powtarzalnego <0,005 mm
Jednostka automatyzacji NTS-V12
Większe gniazdo paletowe dla zakładów, które potrzebują lepszego wykorzystania przestrzeni, większej ładowności robota i zintegrowanego harmonogramowania dla większej liczby rodzin detali.
- 12 miejsc magazynowania palet
- Udźwig manipulacyjny do 500 kg
- Prędkość manipulacji 800 mm/s
- Zakres testu szczelności powietrznej ±0,01 mm
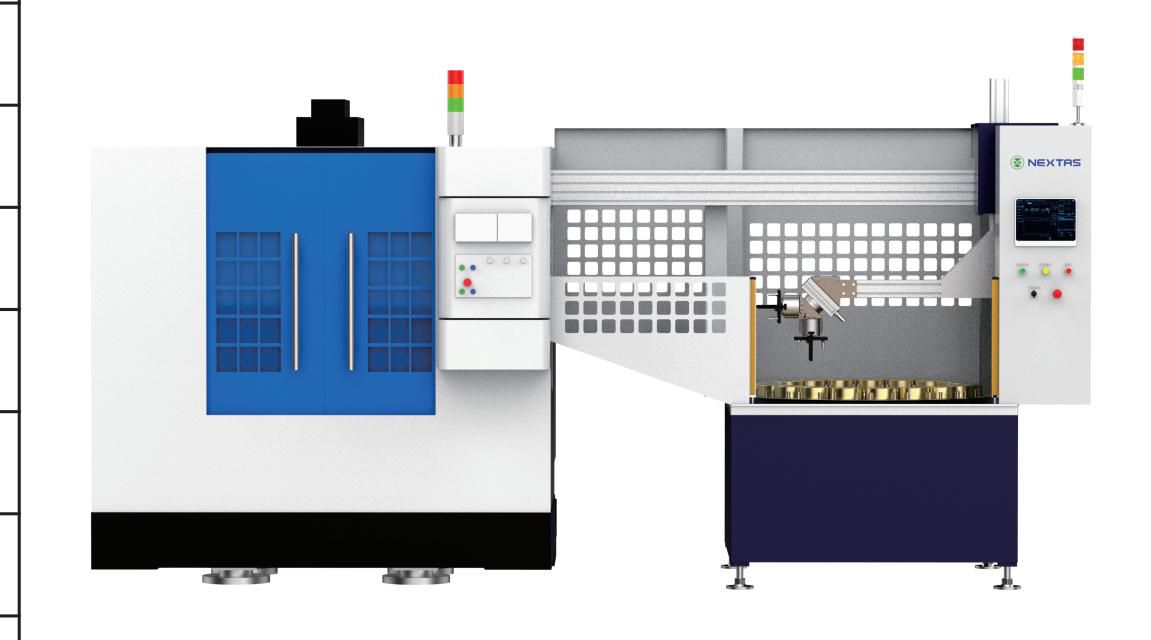
Jednostka automatyzacji NTS-VS2
Koncepcja współpracy dwóch maszyn z robotem 6-osiowym, inteligentnym sterowaniem i kompaktowym magazynem dla produkcji masowo personalizowanej.
- 16 miejsc magazynowania palet
- Obsługa robotem przemysłowym 6-osiowym
- Udźwig chwytaka do 120 kg
- Dokładność pozycjonowania powtarzalnego <0,005 mm
Katalogowe odniesienie sprzętowe
Te parametry broszury pomagają kupującym zrozumieć praktyczną obudowę sprzętu przed omówieniem marki robota, oprogramowania lub koordynacji na poziomie linii.
| Format referencyjny | Notatki sprzętowe z katalogu | Co powinien wywnioskować kupujący |
|---|---|---|
| Jednostka automatyzacji przechowni | Manipulator 6-osiowy, marka opcjonalna, maks. udźwig 20 kg, promień pracy 1500 mm, dwupozycyjne szczęki, powtarzalność ±0,02 mm, detal do 15 kg i <200 mm. | Mocna opcja na pierwszą komórkę, gdy projekt startuje z kompaktowymi nośnikami i koordynacją jeden-do-dwóch maszyn. |
| Logika regałów przechowni | Inteligentne regały do 45 pozycji z zabezpieczeniami przed pomyłką w technologii podczerwieni / RFID i drzwiami silosu z zamkiem magnetycznym. | Przydatne, gdy już na starcie liczy się zapobieganie kolizjom, identyfikowalność detali i buforowanie w małym obrysie. |
| Jednostka magazynu obrotowego | Inteligentne regały do 180 pozycji z zabezpieczeniami przed pomyłką w technologii podczerwieni / RFID i drzwiami z zamkiem magnetycznym. | Lepsze dopasowanie, gdy realnym wąskim gardłem jest gęste magazynowanie, a nie sam ruch robota. |
| Jednostka automatyzacji bramowej (truss) | Wyróżnia podawanie ze stołu obrotowego 24H, napęd serwo + precyzyjna przekładnia oraz sterowanie PLC + ekran dotykowy. | Wskazuje na układ pod dłuższe trasy transferu, stabilną powtarzalną manipulację i łatwiejszą rozbudowę linii. |
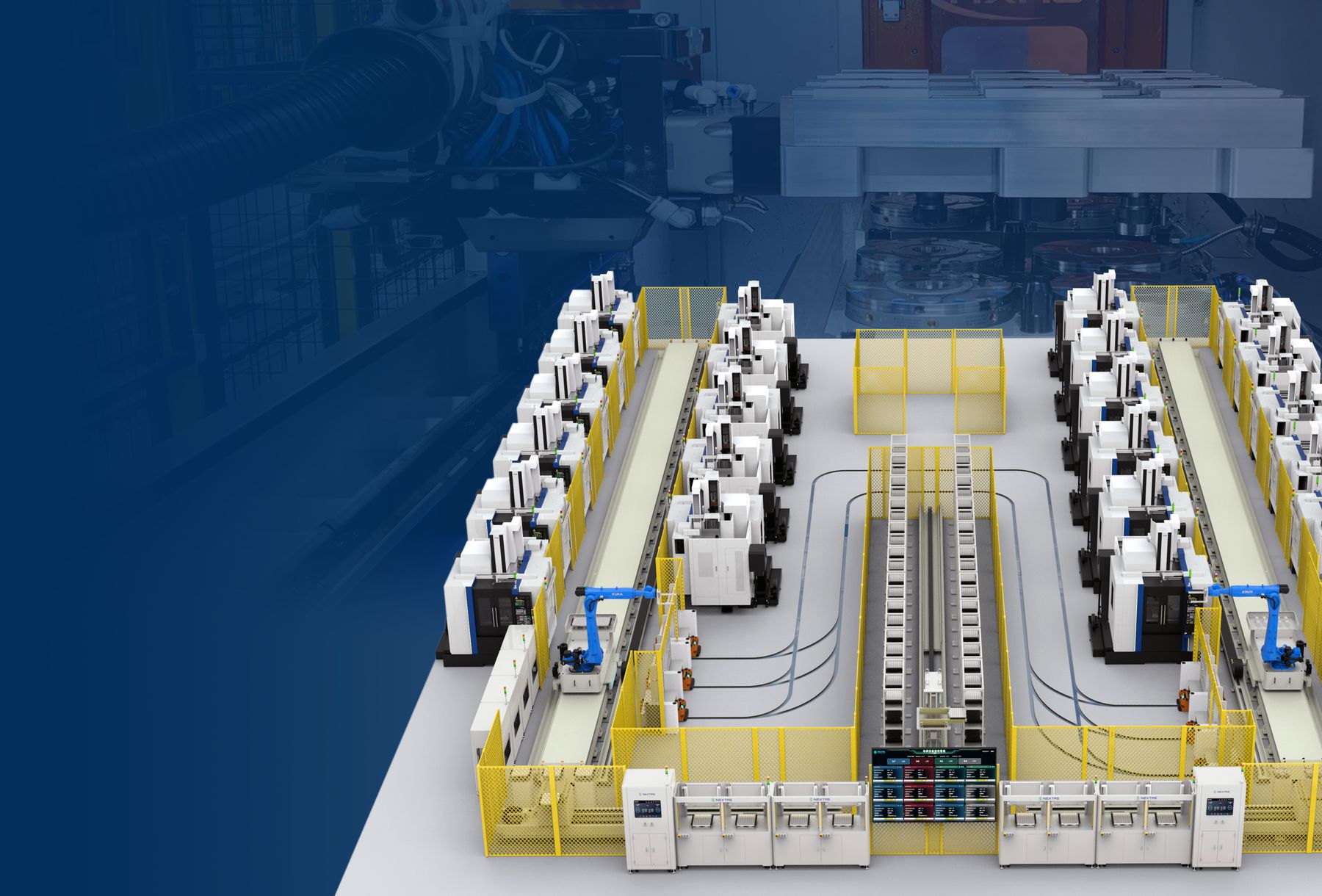
Od samodzielnej celi do koordynacji gotowej pod FMS
Seria to nie tylko podajnik - łączy harmonogramowanie, dashboardy i integrację z MES dla pełnego obrazu produkcji.
Cztery warstwy planowania
- Warstwa prezentacji: dashboard cyfrowego bliźniaka, dashboard mobilny i centrum raportów.
- Warstwa decyzyjna: harmonogramowanie APS, bilansowanie obciążenia, optymalizacja ścieżek i obsługa wyjątków.
- Warstwa wykonawcza: sterowanie robotem, dyspozycja AGV, moduł obróbki i moduł magazynu.
- Warstwa przemysłowa: OPC UA, Profinet, EtherCAT i Modbus do planowania integracji.
Funkcje najczęściej wymagane w projektach
Zintegrowane harmonogramowanie: harmonogramowanie dynamiczne, optymalizacja w czasie rzeczywistym i adaptacyjne korekty przy zmieniającym się miksie zleceń.
Identyfikowalność: status detalu, oprzyrządowania i narzędzia może być powiązany z lokalizacją magazynową i zleceniem produkcyjnym.
Kierunek lights-out: buforowanie palet, potwierdzalne stany załadunku i skoordynowany przepływ materiału ograniczają ręczną interwencję.
Skalowalna architektura: start od jednej maszyny lub jednej celi, a później rozbudowa do sterowania host, magazynu centralnego lub logiki AGV.
Gdzie Seria Automatyzacji sprawdza się najlepiej
Te kierunki projektowe dobrze pokrywają się z zastosowaniami pokazanymi w katalogu.
Jednostki załadunkowe dla jednej lub dwóch maszyn
Dobre dla zakładów, które chcą zrobić praktyczny pierwszy krok w stronę bezobsługowego załadunku bez przebudowy całej linii.
Mieszane cele produkcyjne dla jednej do trzech maszyn
Przydatne tam, gdzie kilka maszyn ma współdzielić standardową logikę palet lub oprzyrządowania przy zachowaniu rozdziału rodzin detali.
Elastyczne linie sterowane komputerem nadrzędnym
Pasują do zakładów potrzebujących centralnego planowania, pełnej identyfikowalności i skoordynowanych danych między magazynem, obróbką i kontrolą.
Produkcja masowo personalizowana
Mocny kierunek dla zakładów z wieloma wariantami, małymi seriami i ograniczoną przestrzenią.
Ścieżka wdrażania wg etapu projektu
Najbardziej niezawodne projekty automatyzacji definiują ścieżkę wdrażania i jednocześnie standaryzują bazę, palety i zasady harmonogramowania, aby późniejsza ekspansja nie wymusiła drugiej przebudowy.
Szybka wygrana z jedną komórką
Najlepsze, gdy pierwszym celem jest większa dostępność wrzeciona na jednej krytycznej maszynie bez przebudowy całego zakładu.
Najpierw ustandaryzuj: interfejs zero-point, rozmiar palety oraz docelowe godziny pracy bez nadzoru.
Jednostka załaduku jeden-do-dwóch
Praktyczny kolejny krok, gdy dwie maszyny mogą dzielić jeden zasób załadunkowy, a rodziny detali są wciąż łatwe do opanowania.
Najpierw ustandaryzuj: orientację oprzyrządowania, logikę chwytania i offline'ową sekwencję załaduku.
Mieszana komórka jeden-do-trzech
Lepsze rozwiązanie, gdy trzy maszyny muszą dzielić logikę palet, zachowując pod kontrolą różne detale, programy i założenia taktu.
Najpierw ustandaryzuj: reguły rodzin palet, priorytety harmonogramowania i obsługę wyjątków.
Koordynacja na poziomie linii FMS
Wybierz tę ścieżkę, gdy sterowanie magazynem, załaduk maszyn, przepływ kontroli i dane produkcyjne mają działać na jednej skoordynowanej platformie.
Najpierw ustandaryzuj: własność danych, punkty kontrolne identyfikowalności i zasady przepływu materiału.
Bloki automatyzacji
Co znajduje się w pracującej celi automatyzacji
Sześć powtarzających się bloków w naszych wdrożeniach — magazyn palet, podajniki robotyczne, przenośniki i pary maszyna-cela. Wybierz pasujące do Twojej hali, resztę pomiń.

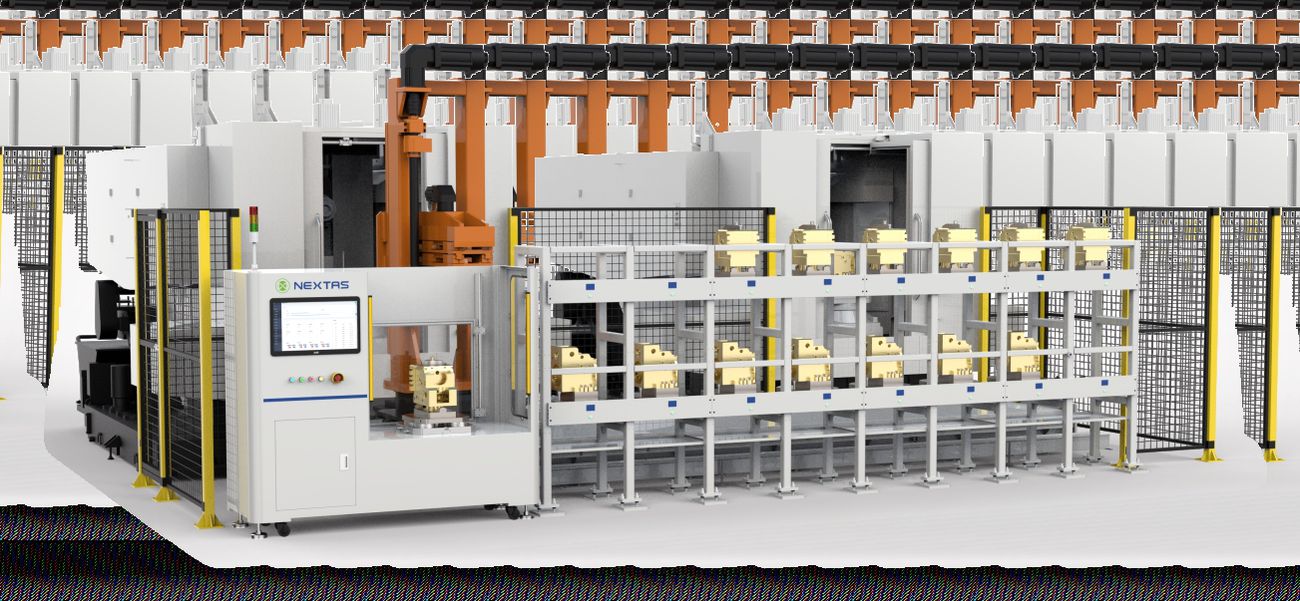
Wieża magazynowa palet
Pionowy regał z HMI dla magazynowanych palet — bezobsługowy bufor, który utrzymuje wrzeciona w ruchu między interwencjami operatora.
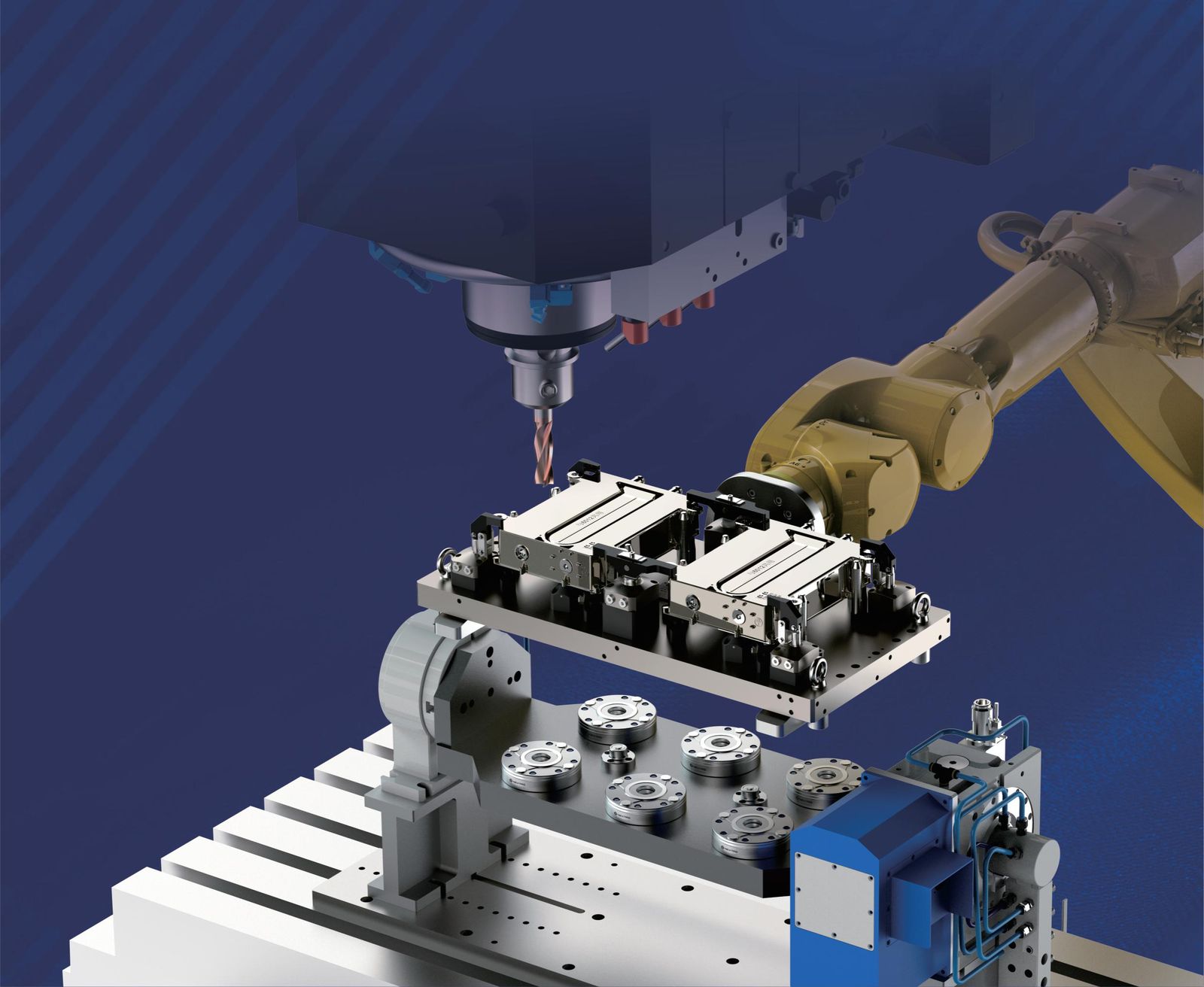
Stacja załadunku robota
6-osiowe ramię z chwytakiem tombstone lub palety. Szybko, powtarzalnie, kompatybilne z tym samym stack datum co offline.

Robot + CNC zintegrowane
Robot, szafa sterownicza i CNC dostarczone jako spakowana cela. Pre-okablowana, pre-zatestowana, jeden footprint.
Przenośnik wielostacyjny
Przenośnik palet z kilkoma pozycjami roboczymi. Pasuje, gdy partie są małe, ale zmienność duża.
Integracja palet i robota
Jak palety i roboty pojawiają się na hali
Dwa widoki, jak palety i robot łączą się z resztą hali — naddach shuttle palet dla dużych wolumenów, i para maszyna-cela dla rozłożonych w czasie wdrożeń.

Shuttle palet podwieszony
Podwieszony shuttle przenosi palety między stacjami bez zajmowania podłogi. Przydatne, gdy układ hali jest już ciasny.
Para maszyna-cela
Pojedyncza CNC sparowana z sąsiednią celą automatyzacji. Najmniej ryzykowny sposób fazowego wprowadzania automatyzacji.
Co przygotować przed rozmową o projekcie automatyzacji
- Model maszyny, marka sterowania i obecna metoda załadunku
- Zakres rozmiaru detali, masa pojedynczej sztuki i strategia palet / oprzyrządowania
- Docelowy układ zmian, liczba godzin bez operatora i wymagana stabilność taktu
- Czy trzeba połączyć MES, ERP, zarządzanie narzędziami lub traceability
- Dostępna powierzchnia, strefa bezpieczeństwa i wymagania dotyczące bufora / magazynu
- Oczekiwany kierunek ROI: redukcja pracy ręcznej, wzrost uptime, zwiększenie zdolności lub traceability
- Preferowana pierwsza faza: kompaktowa cela, przepływ palet, obsługa robotyczna lub pełna roadmapa FMS
- Istniejący standard bazowania lub punktu zerowego używany już na hali
Przyjęcie projektu
Wyślij swoją automatyzację bezpośrednio
W projektach automatyzacji najszybszym kolejnym krokiem jest zwykle krótki brief projektu, a nie ogólne zapytanie kontaktowe. Prześlij listę maszyn, zakres detali i docelowe godziny pracy bez nadzoru, a sprawdzimy, czy najlepiej pasuje kompaktowa komórka, przepływ palet, załaduk robotyczny czy szerszy plan FMS.
- Machine model / controller brand
- Part size, weight and family mix
- Shift pattern and unattended hours target
- Datum, pallet or fixture standard in use
Poproś o planowanie automatyzacji
Formularz przesyła kontekst strony razem z zapytaniem, dzięki czemu zespół od razu rozpozna, że dotyczy ono Serii Automatyzacji.
Lista kontrolna planowania przed skalowaniem automatyzacji
Zanim komórka ruszy produkcyjnie, najcenniejsza praca to zwykle standaryzacja: logika baz, trasy palet, dostępność maszyn i zakres danych. To właśnie zamienia pomysł na automatyzację w projekt, który da się realnie rozbudować.
Co potwierdzić przed startem projektu
- Okno maszyny i obciążenia: rzeczywista masa detalu, rozmiar palety, ograniczenia drzwi maszyny oraz to, czy jeden podajnik ma obsługiwać kilka maszyn.
- Interfejs bazowy: czy używać kompaktowych palet BDS, większych modułów zero-point, czy mieszanego standardu między stanowiskami ręcznymi a zautomatyzowanymi.
- Logika magazynowa: magazyn pionowy, obrotowy, układ bramowy lub bufory przy linii — zależnie od przestrzeni i miksu rodzin detali.
- Zakres danych: sama widoczność na dashboardzie czy szersze połączenie z MES / APS / WMS dla harmonogramowania, przepływu materiału i identyfikowalności.
Zalecane kombinacje systemu
Najbardziej niezawodne wdrożenia łączą właściwy format automatyzacji z odpowiednią strategią baz i palet, a nie wyłącznie sprzęt robotyczny.
Kompaktowa komórka automatyzacji
Automatyzacja przechowni + baza pozycjonująca BDS, gdy celem jest kompaktowy interfejs transferu, stabilne punkty chwytania i szybsza zmiana modelu na mniejszych nośnikach.
Standaryzacja grupy maszyn
Automatyczny zmieniacz palet + systemy zero-point, gdy jedna lub kilka maszyn wymaga powtarzalnego offline'owego przygotowania i wyższego wykorzystania wrzeciona.
Ścieżka przygotowania pod FMS
Wspólny standard baz + biblioteka palet + logika APS / MES / WMS, gdy rzeczywistym celem jest koordynacja wielu maszyn i identyfikowalna produkcja lights-out.
Najczęściej zadawane pytania
Czy Seria Automatyzacji jest tylko dla dużych fabryk?
Nie. Logika katalogu zaczyna się od kompaktowych jednostek i rozwija się w stronę większych koncepcji FMS, więc małe i średnie firmy mogą wdrażać projekt etapami zgodnie z budżetem i miksami detali.
Czy system można połączyć z MES, ERP lub oprogramowaniem magazynowym?
Tak. Kierunek planowania obejmuje dashboardy, logikę harmonogramowania, komunikację przemysłową oraz połączenie z systemami nadrzędnymi, takimi jak MES lub inne platformy danych produkcyjnych.
Jaki jest najlepszy pierwszy krok, jeśli dziś większość pracy nadal jest wykonywana ręcznie?
Większość producentów zaczyna od standaryzacji palet, oprzyrządowania i przepływu załadunku wokół jednej lub dwóch maszyn. To tworzy mniej ryzykowną ścieżkę do szerszej automatyzacji w kolejnym kroku.
Jaki jest typowy czas realizacji od potwierdzenia zamówienia do wysyłki?
Standardowe produkty katalogowe są zwykle wysyłane 4–6 tygodni po potwierdzeniu zamówienia. Specyfikacje niestandardowe, dobrane pary lub skonfigurowane zestawy wydłużają termin o 1–2 tygodnie. Zobowiązujący termin realizacji jest potwierdzany na piśmie po zatwierdzeniu BOM i konfiguracji seryjnej.
Jaka dokumentacja kontrolna i jakościowa jest dostarczana z każdą jednostką?
Każda jednostka jest dostarczana z fabrycznym raportem kontroli zgodnym z podanymi specyfikacjami – dokładność geometryczna, powtarzalność i wartości siły mocowania, tam gdzie to stosowne. Certyfikaty materiałowe, zapisy kalibracji oraz pisemne warunki gwarancji są dostępne na żądanie przy składaniu zamówienia.
Czy ta strona jest powiązana z NEXTAS CO., LTD?
Produkty powiązane
Automatyczny zmieniacz palet
Wybierz go, gdy pierwszym celem automatyzacji jest szybsza wymiana palet i większy czas pracy wrzeciona.
Systemy Zero-Point
Mocna podstawa do standaryzowanego transferu baz między stanowiskami ręcznymi i zautomatyzowanymi.
Pneumatyczna płyta Zero-Point
Polecana, gdy projekt automatyzacji potrzebuje także potwierdzenia zacisku przyjaznego dla robota i szybkich przezbrojeń.
Potrzebujesz wsparcia projektowego?
Zaplanuj swój układ automatyzacji z NEXTAS
Prześlij listę maszyn, obecną metodę setupu i docelową wydajność. Pomożemy ocenić, czy najlepszym pierwszym krokiem będzie kompaktowa jednostka, koncepcja palet czy szerszy kierunek FMS.