(7)%20(1).png?updatedAt=1754553736043)


(7).png?updatedAt=1754553737609)
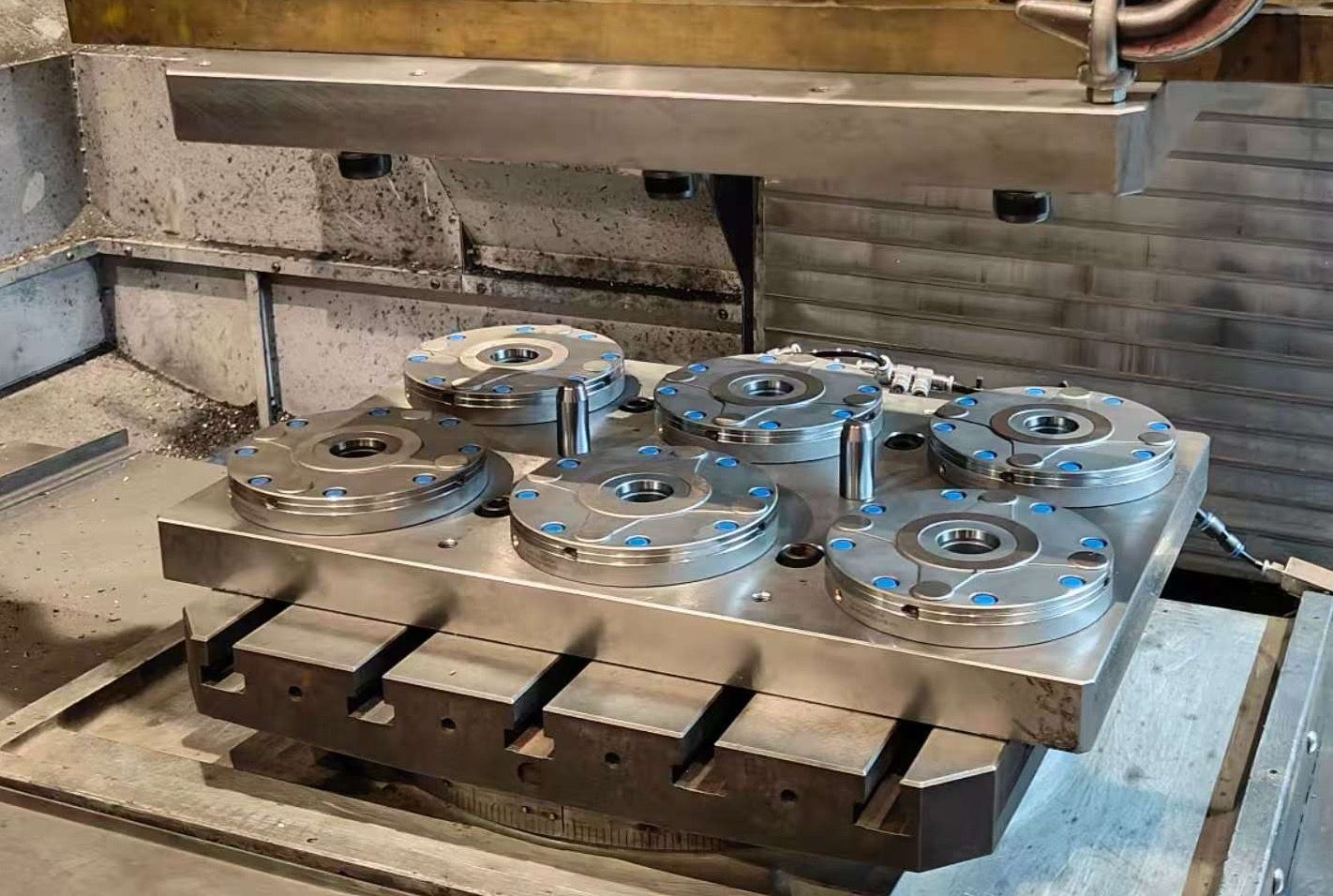
Typowy udźwig
≤ 30 kg
Rekomendowany odbiornik
85 mm
Typowa liczba
3–4
Uwagi
- Priorytet: niska wysokość i dostęp narzędzia.
- W razie potrzeby stosuj zabezpieczenie przed obrotem.
- Zostaw drożne ścieżki odprowadzania wiórów.