
Comparta mezcla de máquinas, ruta de pallets y horas objetivo sin operario
Primero relacionamos su grupo de máquinas, lógica de almacenamiento y alcance digital con el formato de automatización adecuado, en lugar de partir solo del hardware.
Grupo de máquinas e interfaces
Indique modelos de máquina, apertura de puerta, familia de control, límites de carga y si una unidad debe atender una, dos o tres máquinas.
Lógica de pallets y almacenamiento
Comparta tamaño de pallet, familia de útiles, capacidad de buffer, límites de espacio y si valora almacén vertical, carrusel o pórtico/truss.
Alcance digital y personal
Incluya horas sin operario, patrón de turnos y si necesita control autónomo, dashboard o conexión MES / APS / WMS.
¿Qué ruta de automatización se ajusta mejor a su taller primero?
Compare a continuación los puntos de inicio prácticos para decidir si la fase uno debe ser una celda de carga compacta, un buffer de pallets denso, un rango de transferencia más amplio o una discusión de planificación FMS más amplia.
Elija automatización de almacén vertical cuando
Quiere un primer paso compacto, una o dos máquinas, preparación de pallets offline y una ruta más limpia lejos de la carga manual.
Elija almacén rotativo cuando
Necesita más posiciones de pallet en espacio de piso limitado y desea almacenamiento denso para trabajos mixtos sin una disposición de línea grande.
Elija automatización de pórtico cuando
Necesita un rango de transferencia más largo, acceso superior o una forma más limpia de coordinar la carga en varias máquinas en un área.
Comience planificación FMS cuando
La cantidad de máquinas, presión de programación, seguimiento de pallets y coordinación MES / WMS ya son el cuello de botella en lugar de solo la velocidad de carga.
Qué enviar antes de que recomendemos un diseño de automatización
Modelo de máquina, cantidad, tipo de husillo e indicar si el primer objetivo es una máquina, coordinación de una a dos o una a tres máquinas.
Tamaño típico de pieza, tamaño de pallet, peso, frecuencia de cambio e indicar si los utillajes ya están estandarizados.
Duración sin operario, objetivo de reducción de operarios, cantidad de buffer e indicar si se espera manipulación robótica, almacenamiento o conexión AGV.
Indique si MES, APS, WMS, RFID, trazabilidad o reportes de dashboard deben incluirse desde la fase uno.
Gama de unidades de automatización
Una visión práctica de los conceptos del folleto más relevantes para planificar proyectos en celdas de mecanizado CNC.
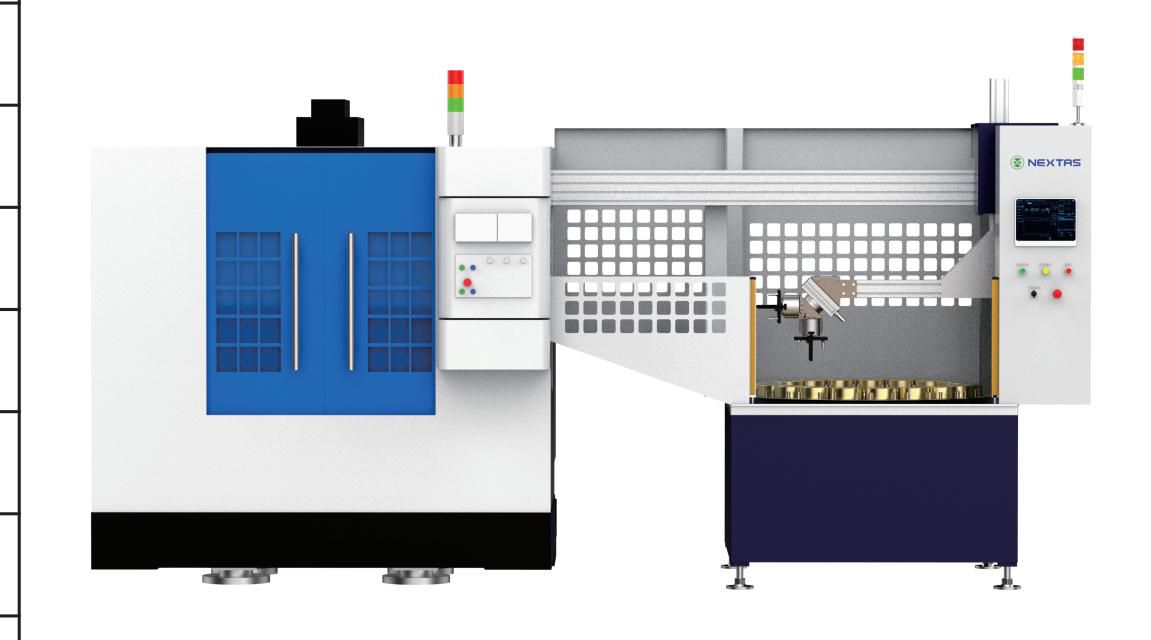
Unidad Automatizada NTS-V4
Concepto compacto para producción high-mix / low-volume en el que una máquina debe seguir trabajando mientras los pallets se preparan y transfieren en un circuito controlado.
- 4 posiciones de almacenamiento de pallets
- Capacidad de manipulación hasta 650 kg
- Velocidad de manipulación 300 mm/s
- Precisión de repetición <0,005 mm
Unidad de Automatización NTS-V12
Una celda más grande basada en pallets para talleres que necesitan optimizar espacio, mayor carga útil robótica y programación integrada para más familias de piezas.
- 12 posiciones de almacenamiento de pallets
- Capacidad de manipulación hasta 500 kg
- Velocidad de manipulación 800 mm/s
- Rango de prueba de estanqueidad ±0,01 mm
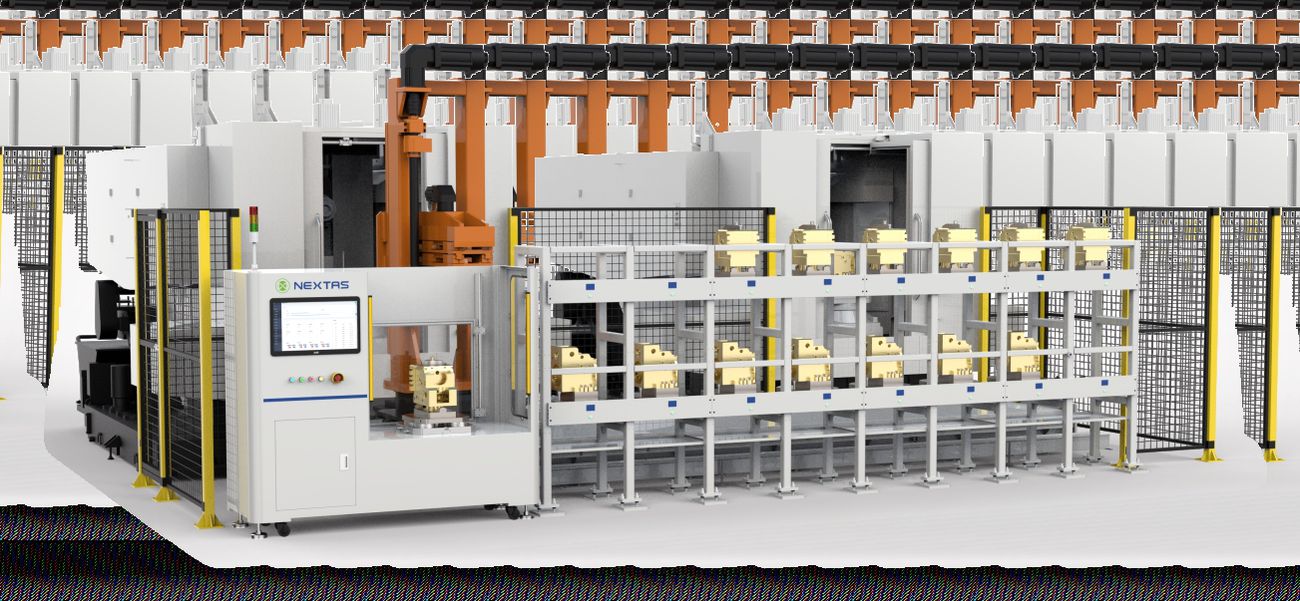
Unidad de Automatización NTS-VS2
Concepto de colaboración entre dos máquinas con robot de seis ejes, control inteligente y almacén compacto para producción masivamente personalizada.
- 16 posiciones de almacenamiento de pallets
- Manipulación con robot industrial de seis ejes
- Carga de garra hasta 120 kg
- Precisión de repetición <0,005 mm
Referencia de hardware del catálogo
Estos parámetros del folleto ayudan a los compradores a entender el rango práctico de hardware antes de discutir marca de robot, software o coordinación a nivel de línea.
| Formato de referencia | Notas de hardware del catálogo | Qué deben inferir los compradores |
|---|---|---|
| Unidad de almacén vertical automatizado | Manipulador de 6 ejes, marca opcional, carga máxima 20 kg, radio de trabajo 1500 mm, garras de dos posiciones, repetibilidad ±0,02 mm, pieza de trabajo hasta 15 kg y <200 mm. | Opción fuerte para la primera celda cuando el proyecto comienza con portadores compactos y coordinación de una a dos máquinas. |
| Lógica de estante de almacén vertical | Estantes inteligentes hasta 45 posiciones con dispositivos anticolisión por infrarrojo / RFID y puertas de silo con cierre magnético. | Útil cuando la prevención de colisiones, la trazabilidad de piezas y el almacenamiento compacto importan desde el principio. |
| Unidad de almacén rotativo | Estantes inteligentes hasta 180 posiciones con dispositivos anticolisión por infrarrojo / RFID y puertas con cierre magnético. | Mejor coincidencia cuando el almacenamiento denso es el cuello de botella real en lugar de solo el movimiento del robot. |
| Unidad de automatización de pórtico | Destaca alimentación de plataforma giratoria 24H, accionamiento servo + caja de engranajes de precisión y control PLC + pantalla táctil. | Indica un diseño construido para caminos de transferencia más largos, manipulación repetitiva estable y expansión de línea más fácil. |
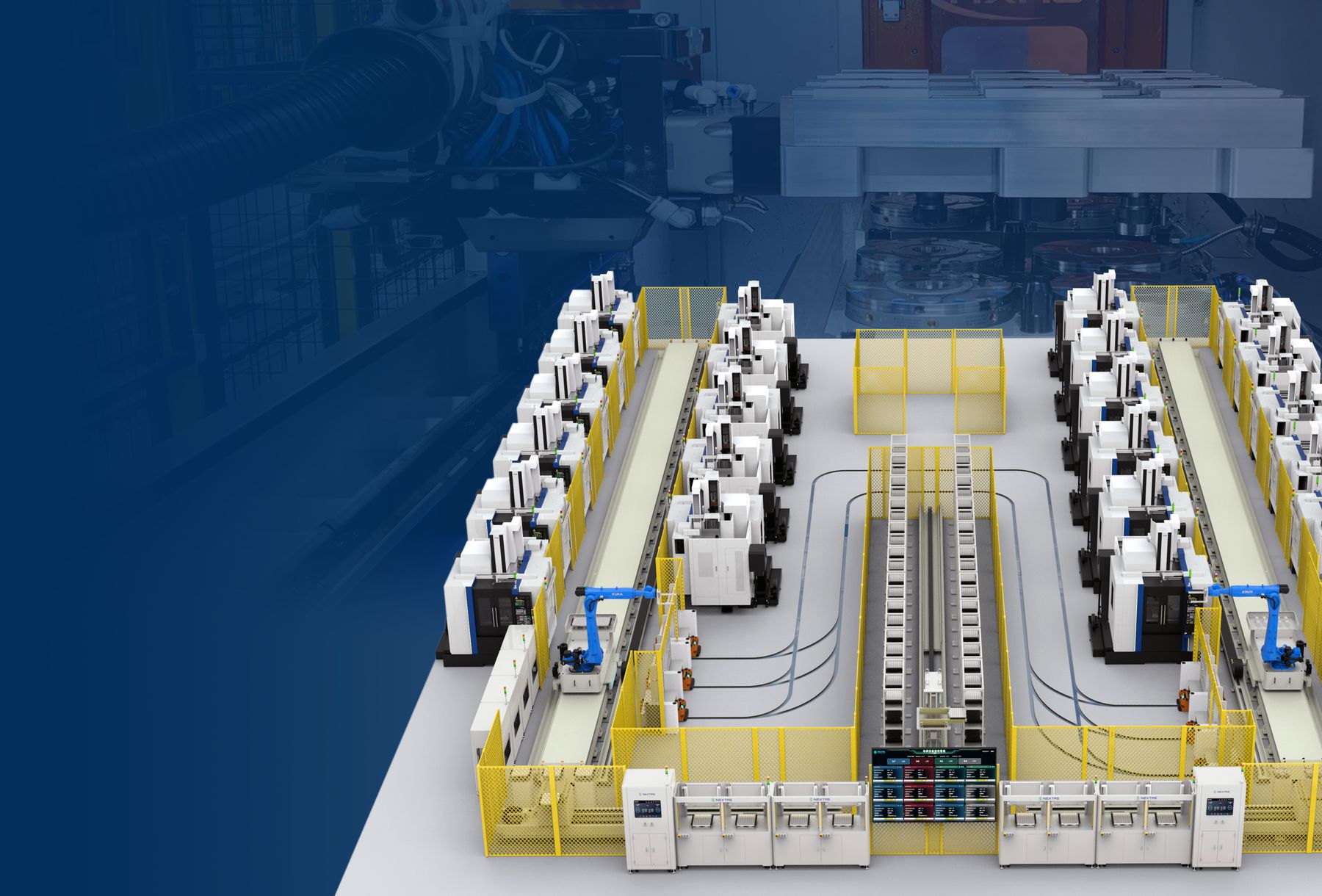
De una celda independiente a la coordinación lista para FMS
El folleto presenta la serie de automatización como algo más que un cargador. Combina dashboards, programación inteligente, colaboración entre equipos y planificación de comunicación industrial para que los datos de la celda fluyan a MES, informes y trazabilidad.
Cuatro capas de planificación
- Capa de presentación: dashboard de gemelo digital, dashboard móvil y centro de informes.
- Capa de decisión: programación APS, balanceo de carga, optimización de rutas y gestión de excepciones.
- Capa de ejecución: control del robot, despacho AGV, módulo de mecanizado y módulo de almacén.
- Capa industrial: OPC UA, Profinet, EtherCAT y Modbus para la planificación de integración.
Capacidades más solicitadas en proyectos
Programación integrada: programación dinámica, optimización en tiempo real y ajuste adaptativo ante cambios de mezcla de trabajos.
Trazabilidad: el estado de pieza, utillaje y herramienta puede vincularse con ubicaciones de almacén y órdenes de trabajo.
Dirección lights-out: el buffer de pallets, los estados de carga verificables y el flujo coordinado de materiales reducen la intervención manual.
Arquitectura escalable: empezar con una máquina o una celda y ampliar después a control host, almacén central o lógica AGV.
Dónde encaja mejor la Serie de Automatización
Estas direcciones de proyecto encajan bien con las aplicaciones mostradas en el folleto.
Unidades de carga para una o dos máquinas
Adecuadas para talleres que quieren un primer paso práctico hacia la carga desatendida sin reconstruir toda la línea.
Celdas de producción mixta para una a tres máquinas
Útiles cuando varias máquinas deben compartir una lógica estándar de pallets o utillajes manteniendo separadas las familias de piezas.
Líneas flexibles controladas por ordenador host
Encajan en plantas que necesitan planificación centralizada, trazabilidad completa y datos coordinados entre almacenamiento, mecanizado e inspección.
Producción masivamente personalizada
Una dirección fuerte para talleres con muchas variantes, lotes pequeños y espacio de planta limitado.
Ruta de despliegue por etapa del proyecto
Los proyectos de automatización más confiables definen la ruta de despliegue y estandarizan datum, pallets y reglas de programación al mismo tiempo, para que la expansión posterior no fuerce una segunda reconstrucción.
Ganancia rápida de celda única
Mejor cuando el primer objetivo es más tiempo de husillo en una máquina crítica sin reconstruir el taller completo.
Estandarizar primero: interfaz de punto cero, tamaño de pallet y horas objetivo sin operario.
Unidad de carga de una a dos máquinas
Un siguiente paso práctico cuando dos máquinas pueden compartir un recurso de carga y las familias de piezas aún son manejables.
Estandarizar primero: orientación de utillaje, lógica de recogida y secuencia de carga offline.
Celda mixta de una a tres máquinas
Mejor cuando tres máquinas deben compartir lógica de pallet mientras se mantienen separadas diferentes piezas, programas y suposiciones de takt.
Estandarizar primero: reglas de familia de pallet, prioridad de programación y gestión de excepciones.
Coordinación FMS a nivel de línea
Elija esta ruta cuando control de almacén, carga de máquina, flujo de inspección y datos de producción todo deba ejecutarse en una plataforma coordinada.
Estandarizar primero: propiedad de datos, puntos de control de trazabilidad y reglas de flujo de materiales.
Bloques de automatización
Qué hay dentro de una célula de automatización en producción
Seis bloques recurrentes en nuestros despliegues — almacenamiento de palets, cargadores robotizados, transportadores y emparejamientos máquina-célula. Elija los que encajan en su planta y descarte el resto.

Torre de almacenamiento de palets
Rack vertical con HMI para palets en buffer — el almacén desatendido que mantiene los husillos cortando entre intervenciones.
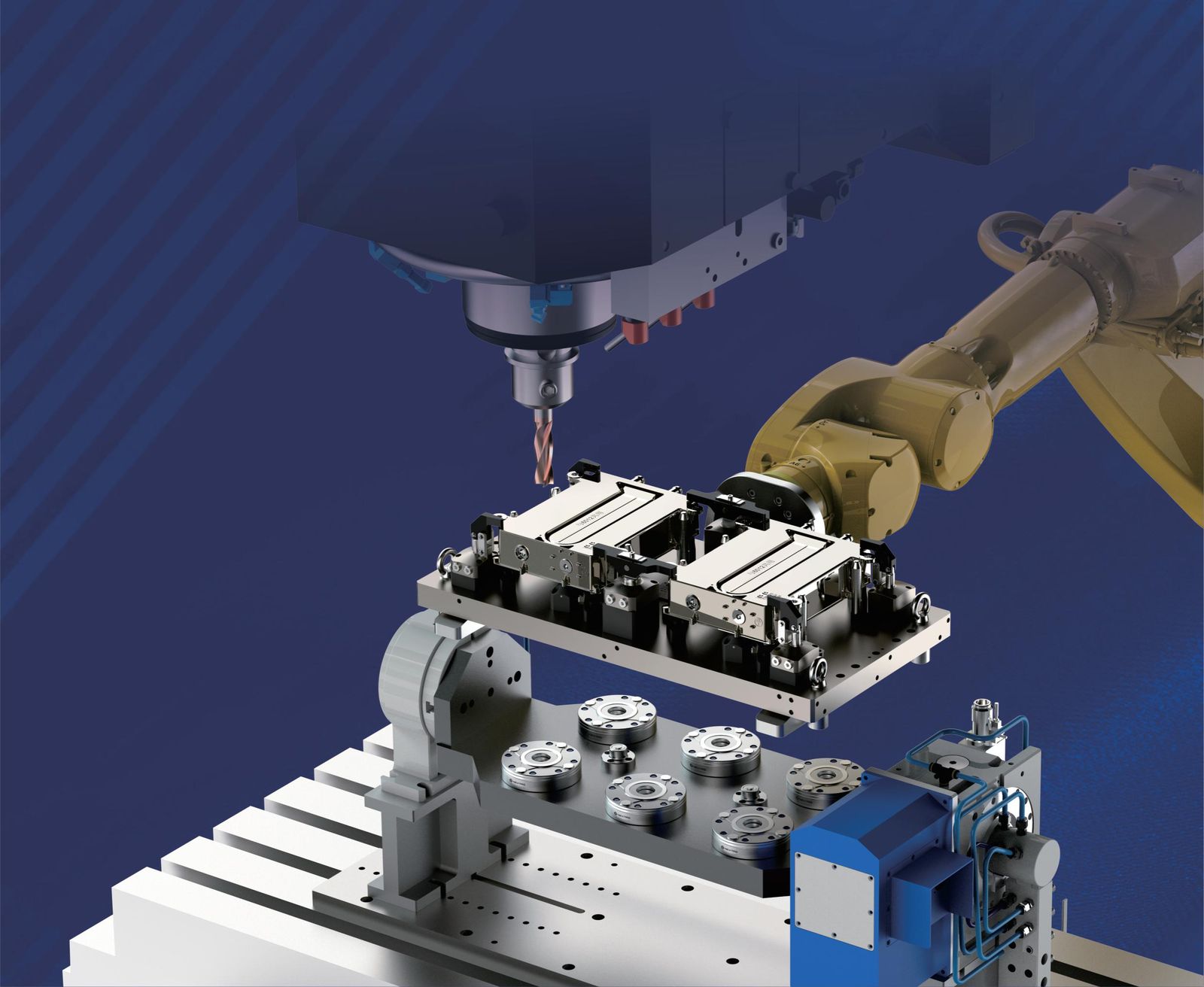
Estación de carga robotizada
Brazo de 6 ejes con pickup de tombstone o palet. Rápido, repetible, compatible con el mismo stack datum que usa offline.

Robot + CNC integrados
Robot, armario eléctrico y CNC como célula empaquetada. Pre-cableada, pre-validada, una sola huella.
Transportador multi-estación
Transportador de palets con varias posiciones de trabajo. Buen ajuste cuando los lotes son pequeños pero la variedad es alta.
Integración palet y robot
Cómo aparecen palets y robots en planta
Dos vistas de cómo los palets y el robot se conectan con el resto de la planta — shuttle de palets aéreo para alta volumen, y emparejamiento máquina-célula para despliegues por fases.

Shuttle de palets aéreo
Shuttle suspendido mueve palets entre estaciones sin ocupar suelo. Útil cuando el layout ya está apretado.
Emparejamiento máquina-célula
CNC único emparejado con célula de automatización adyacente. La forma de menor riesgo para introducir automatización por fases.
Qué preparar antes de hablar de un proyecto de automatización
- Modelo de máquina, marca del control y método actual de carga
- Rango de tamaño de piezas, peso por pieza y estrategia de pallets / utillajes
- Patrón de turnos objetivo, horas sin operario y estabilidad de takt requerida
- Si debe conectarse MES, ERP, gestión de herramientas o trazabilidad
- Espacio disponible, perímetro de seguridad y requisitos de buffer / almacén
- Dirección de ROI esperada: reducción de mano de obra, aumento de uptime, capacidad o trazabilidad
- Primera fase preferida: celda compacta, flujo de pallets, manipulación robótica o hoja de ruta FMS completa
- Estándar de datum o punto cero ya utilizado en planta
Recepción del proyecto
Envíe su descripción de automatización directamente
Para proyectos de automatización, el siguiente paso más rápido suele ser una descripción breve del proyecto en lugar de una solicitud de contacto genérica. Comparta su lista de máquinas, rango de piezas y horas objetivo sin operario, y podremos revisar si la mejor solución es una celda compacta, flujo de pallets, carga robótica o un plan FMS más amplio.
- Modelo de máquina / marca de control
- Tamaño, peso y mezcla de familia de piezas
- Patrón de turnos y objetivo de horas sin operario
- Estándar de datum, pallet o utillaje en uso
Solicitar planificación de automatización
Este formulario envía el contexto de la página junto con su solicitud, para que el equipo identifique inmediatamente la consulta de la Serie de Automatización.
Listado de planificación antes de ampliar la automatización
Antes de que una celda entre en servicio, el trabajo más valioso suele ser la estandarización: lógica de datum, ruta de pallet, disponibilidad de máquina y alcance de datos. Eso es lo que convierte una idea de automatización en un proyecto que realmente puede expandirse.
Qué confirmar antes del lanzamiento del proyecto
- Ventana de máquina + carga útil: peso real de la pieza, tamaño de pallet, límites de puerta de la máquina e indicar si un cargador debe servir varias máquinas.
- Interfaz de datum: si usar pallets BDS compactos, módulos de punto cero más grandes o un estándar mixto entre estaciones manuales y automatizadas.
- Lógica de almacenamiento: almacén vertical, almacén rotativo, pórtico o buffers en línea según espacio disponible y mezcla de familia de piezas.
- Alcance de datos: solo visibilidad de dashboard o una conexión MES / APS / WMS más amplia para programación, flujo de materiales y trazabilidad.
Combinaciones de sistemas recomendadas
Las actualizaciones más confiables combinan el formato de automatización correcto con la estrategia de datum y pallets correcta, no solo el hardware del robot.
Celda de automatización compacta
Automatización de almacén vertical + datum de posicionamiento BDS cuando el objetivo es una interfaz de transferencia compacta, puntos de recogida estables y cambios más rápidos en portadores más pequeños.
Estandarización de grupo de máquinas
Cambiador automático de palets + sistemas de punto cero cuando una o más máquinas necesitan preparación offline repetible y mayor utilización de husillo.
Ruta de preparación FMS
Estándar de datum compartido + biblioteca de pallets + lógica APS / MES / WMS cuando el objetivo real es coordinación multiequipo y producción sin operario con trazabilidad.
Preguntas frecuentes
¿La Serie de Automatización es solo para fábricas grandes?
No. La lógica del folleto parte de unidades compactas y crece hacia conceptos FMS más grandes, por lo que fabricantes pequeños y medianos pueden implantar el proyecto por fases según su presupuesto y mezcla de piezas.
¿Puede conectarse el sistema con MES, ERP o software de almacén?
Sí. La dirección de planificación incluye dashboards, lógica de programación, comunicación industrial y conexión con software superior como MES u otros sistemas de datos de producción.
¿Cuál es el mejor primer paso si hoy seguimos trabajando en gran parte de forma manual?
La mayoría de fabricantes empieza estandarizando pallets, utillajes y flujo de carga alrededor de una o dos máquinas. Eso crea un camino de menor riesgo hacia una automatización más amplia.
¿Cuál es el plazo de entrega típico desde la confirmación de la orden de compra hasta el envío?
Los productos estándar de catálogo normalmente se envían entre 4 y 6 semanas después de la confirmación de la orden de compra. Las especificaciones personalizadas, pares emparejados o conjuntos configurados añaden 1–2 semanas. El plazo de entrega comprometido se confirma por escrito una vez cerrado el BOM y la configuración de serie.
¿Qué documentación de inspección y calidad acompaña a cada unidad?
Cada unidad se envía con un informe de inspección de fábrica frente a las especificaciones indicadas: precisión geométrica, repetibilidad y fuerza de sujeción cuando corresponde. Los certificados de material, registros de calibración y términos de garantía por escrito se facilitan a petición en el momento del pedido.
¿Este sitio web está relacionado con NEXTAS CO., LTD?
Productos relacionados
Cambiador Automático de Pallets
Úselo cuando el primer objetivo de automatización sea un cambio de pallets más rápido y mayor tiempo de husillo.
Sistemas de Punto Cero
Una base sólida para transferir referencias estandarizadas entre estaciones manuales y automatizadas.
Placa Neumática de Punto Cero
Recomendada cuando el proyecto también necesita confirmación de amarre apta para robot y cambios rápidos.
¿Necesita apoyo para el proyecto?
Hablemos de su proyecto de utillaje o automatización
Envíenos su lista de máquinas, método actual de setup y objetivo de producción. Le ayudaremos a evaluar si el mejor primer paso es una unidad compacta, un concepto de pallets o una dirección FMS más amplia.