Introduction : Pourquoi le type d'accessoire importe pour la productivité de l'atelier et la qualité des pièces
Le bon montage n'est pas qu'un simple serrage. C'est le fondement d'un usinage répétable et efficace. Dans la plupart des ateliers, le choix entre montages manuels, pneumatiques et hydrauliques influence directement le temps de cycle, l'effort de réglage, le taux de rebut et la fatigue de l'opérateur. Beaucoup d'ateliers utilisent les trois types — non par hasard, mais parce que chacun excelle dans son propre scénario de production.
Ce guide passe en revue les véritables différences, les compromis de coût et le moment où utiliser chaque type. À la fin, vous disposerez d'un cadre clair pour adapter votre volume de production et vos exigences de tolérance à la bonne solution de bridage.
Comprendre les trois types d'accessoires : définitions et caractéristiques clés
Accessoires manuels reposent sur la force de l'opérateur — volants, leviers ou vis pour serrer les brides. Aucune électricité ni air comprimé requis. Le réglage et le changement de série sont contrôlés par l'opérateur.
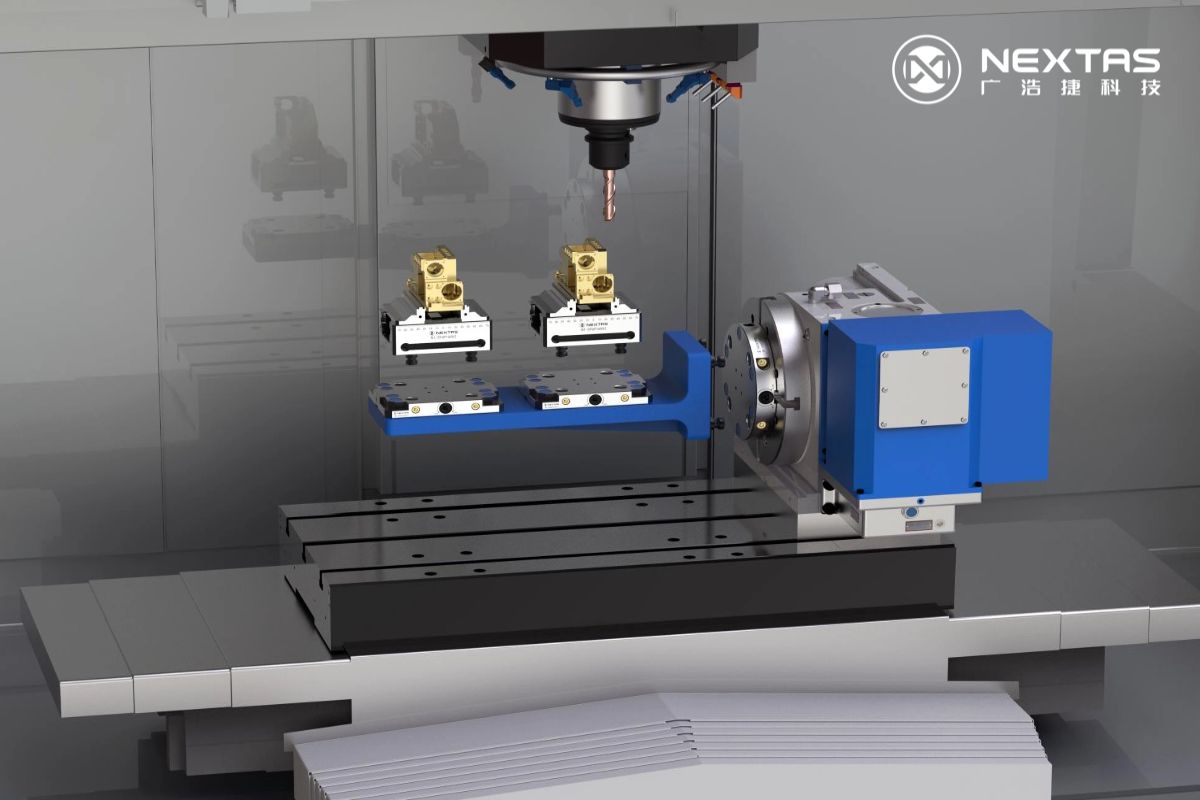
Accessoires pneumatiques utilisent l'air comprimé pour générer et maintenir la force de serrage. Un bouton ou un capteur déclenche l'actionnement ; la force est constante et répétable. Ils nécessitent une alimentation en air fiable et s'intègrent facilement à l'automatisation.
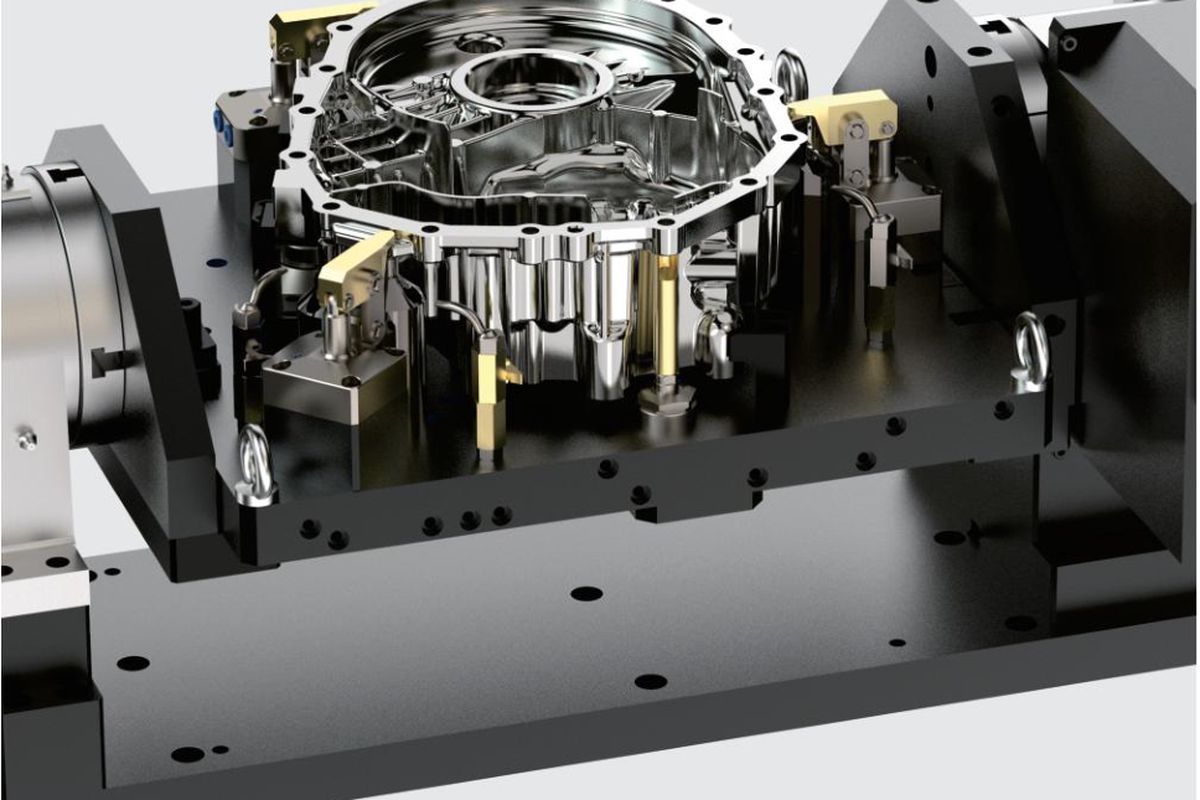
Accessoires hydrauliques utilisent de l'huile sous pression pour serrer, délivrant des forces très élevées dans un encombrement compact. La force et la pression sont étroitement contrôlées, ce qui les rend idéaux pour l'usinage lourd et de précision. Ils nécessitent plus de tuyauterie et d'entretien que les systèmes pneumatiques.
Comparaison de la force de serrage : plages, cohérence et répétabilité
| Type d'Accessoire | Plage de Force Typique | Cohérence | Répétabilité |
|---|---|---|---|
| Manuel | 500–5 000 N (selon la longueur du levier) | Faible ; dépend de l'opérateur | ±10–15% between cycles |
| Pneumatique | 2 000–20 000 N (4–8 bar typiques) | Élevée ; régulée par la pression | ±2–5% between cycles |
| Hydraulique | 10 000–100 000+ N (systèmes haute pression) | Très élevée ; contrôle en boucle fermée possible | ±1–3% between cycles |
Préparation à l'automatisation : quels types s'intègrent aux chargeurs robotisés et aux changeurs de palettes
Accessoires manuels : nécessitent un opérateur pour charger et décharger. Inadaptés au chargement sans surveillance ou robotisé, sauf s'ils sont équipés de brides pneumatiques ou hydrauliques.
Accessoires pneumatiques : naturellement adaptés à l'automatisation. Les conduites d'air peuvent être acheminées vers les préhenseurs de robot ; de simples électrovannes permettent des cycles automatiques de serrage/desserrage. Les pressostats fournissent un retour à l'API.
Accessoires hydrauliques : excellents pour l'automatisation lorsqu'ils sont équipés de raccords rapides et de capteurs de pression. Les conduites hydrauliques peuvent être intégrées aux systèmes de palettes ou aux bras robotisés. La surveillance numérique de la pression et les vannes proportionnelles permettent des stratégies de contrôle avancées.
Analyse des coûts : investissement initial par rapport au coût total de possession
| Type d'Accessoire | Coût Initial | Maintenance Annuelle | Retour sur Investissement Typique |
|---|---|---|---|
| Manuel | $200–$1,000 | 0–50 $ (huilage occasionnel) | S/O (investissement initial vite amorti) |
| Pneumatique | $3,000–$10,000 | 200–500 $ (filtre-sécheur, contrôle des joints) | 1–2 ans (production en volume moyen) |
| Hydraulique | $8,000–$25,000 | 500–1 500 $ (fluide, filtre, remplacement des joints) | 1–3 ans (gros volumes ou fortes forces) |
Correspondance du type d'accessoire au volume de production : faible, moyen et élevé
Faible volume (1–50 pièces par an) : les accessoires manuels sont pertinents. Le coût de réglage est faible, le changement de série est flexible et le coût du temps opérateur par pièce est acceptable. Des tolérances de ±0,05–0,1 mm sont atteignables avec une bonne technique.
Volume moyen (100–500 pièces par an) : les étaux pneumatiques ou les montages pneumatiques modulaires brillent. Les temps de cycle chutent nettement, la fatigue de l'opérateur diminue et la répétabilité s'améliore jusqu'à ±0,01 mm. Le retour sur investissement intervient en 12–18 mois.
Gros volume (1000+ pièces par an) : les accessoires hydrauliques ou les montages sur mesure dédiés se justifient. Un contrôle de serrage précis, une variation de réglage minimale et une répétabilité de tolérance serrée (±0,005 mm ou mieux) génèrent des économies cumulatives. Le retour sur investissement intervient en 6–12 mois.
Matrice de décision : comparaison complète selon les critères clés
| Critères | Manuel | Pneumatique | Hydraulique |
|---|---|---|---|
| Force de serrage | Faible–Moyen | Moyen–Élevé | Très Élevé |
| Vitesse de réglage | 10–30 min | 2–5 min | 5–20 min |
| Temps de cycle par pièce | 30–120 s serrage/desserrage | 2–5 s serrage/desserrage | 3–8 s serrage/desserrage |
| Répétabilité | ±0.05–0.1 mm | ±0.01–0.02 mm | ±0.005–0.01 mm |
| Compétence opérateur requise | Faible | Moyen | Moyen–Élevé |
| Compatibilité automatisation | Médiocre | Excellent | Excellent |
| Charge de maintenance | Très faible | Faible–Moyen | Moyen–Élevé |
| Idéal pour | Prototypes, faibles volumes, pièces simples | Volumes moyens, serrage constant, flexibilité | Gros volumes, forte force, tolérances serrées |
Quand combiner les types d'accessoires dans un atelier : approches hybrides pratiques
Many successful shops use all three types. Here's how:
- Utilisez des montages manuels pour les prototypes et les petites séries où le temps de réglage est réparti sur peu de pièces et où la flexibilité prime sur la vitesse de cycle.
- Déployez des étaux pneumatiques aux postes à forte variété où vous changez de pièces chaque semaine ou chaque jour. Le réglage rapide et le serrage répétable réduisent nettement les pertes au changement de série.
- Réservez les montages hydrauliques à votre production principale où la même famille de pièces tourne plus de 1000 fois par an. Le contrôle précis rembourse l'investissement initial plus élevé.
- Utilisez des changeurs de palettes avec des systèmes de point zéro standardisés pour faire le pont entre le réglage manuel et la production en grand volume. Le réglage hors machine peut être manuel tandis que le serrage sur machine est pneumatique ou hydraulique.
Recommandation finale : orientation sommaire pour votre atelier
Choisir entre montages manuels, pneumatiques et hydrauliques n'est pas une décision tout ou rien. La meilleure approche dépend de votre mix de production, de vos objectifs de tolérance et de votre budget d'investissement :
- Si votre atelier traite principalement des prototypes et des pièces uniques, commencez par des montages manuels de qualité et de bonnes mors doux. Peu coûteux, flexibles et suffisants pour la plupart des tolérances.
- Si vous avez 20–50 % de production répétitive, ajoutez des étaux pneumatiques sur une ou deux machines. Le retour sur investissement est rapide et les opérateurs apprécieront la régularité.
- Si vous produisez plus de 500 pièces du même type par an, concevez un montage hydraulique sur mesure ou investissez dans un système de point zéro modulaire. Le contrôle précis et la répétabilité amélioreront la qualité et le débit.
- À mesure que votre atelier se développe, combinez les trois types avec une stratégie claire : manuel pour la flexibilité, pneumatique pour l'agilité, hydraulique pour le volume. Cette approche équilibrée maximise l'efficacité sur l'ensemble de votre production.