Введение: Почему тип приспособления важен для производительности цеха и качества деталей
Правильное приспособление - это не просто зажим. Это основа повторяемой, эффективной обработки. В большинстве цехов выбор между ручными, пневматическими и гидравлическими приспособлениями напрямую влияет на время цикла, время наладки, количество брака и утомляемость оператора. Многие цехи используют все три типа - не случайно, а потому что каждый превосходит в своем сценарии производства.
Это руководство описывает реальные различия, компромиссы затрат и когда использовать каждый тип. В конце у вас будет четкая структура для подбора объема производства и требований по допускам к правильному решению зажима.
Понимание трех типов приспособлений: определения и ключевые характеристики
Ручные приспособления используют силу оператора — маховики, рычаги или винты, чтобы затянуть зажимы. Электричество или сжатый воздух не требуются. Установку и переналадку контролирует оператор.
Пневматические приспособления используют сжатый воздух для создания и удержания усилия зажима. Кнопка или датчик запускает срабатывание; усилие стабильно и повторяемо. Им нужна надёжная подача воздуха, и они легко интегрируются с автоматизацией.
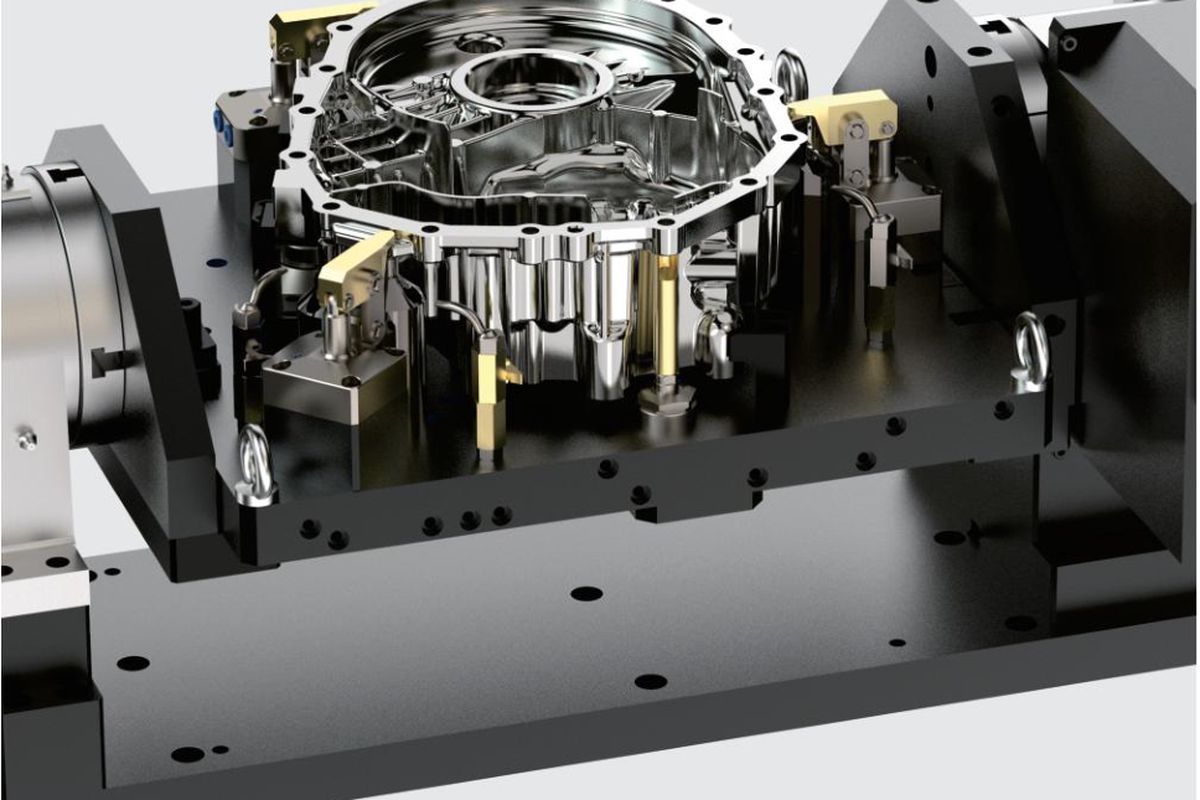
Гидравлические приспособления используют масло под давлением для зажима, обеспечивая очень высокие усилия в компактных габаритах. Усилие и давление точно контролируются, поэтому они идеальны для тяжёлой прецизионной обработки. Им требуется больше трубопроводов и обслуживания, чем пневматическим системам.
Сравнение силы зажима: диапазоны, согласованность и воспроизводимость
| Тип приспособления | Типичный диапазон силы | Согласованность | Воспроизводимость |
|---|---|---|---|
| Ручное | 500–5000 Н (зависит от длины рычага) | Низкая; зависит от оператора | ±10–15% между циклами |
| Пневматическое | 2000–20000 Н (типичные 4–8 бар) | Высокая; регулируемое давление | ±2–5% между циклами |
| Гидравлическое | 10000–100000+ Н (системы высокого давления) | Очень высокая; возможно управление с замкнутым циклом | ±1–3% между циклами |
Готовность к автоматизации: какие типы интегрируются с роботизированной загрузкой и устройствами смены палет
Ручные приспособления: требуют оператора для загрузки и разгрузки. Не подходят для безлюдной или роботизированной загрузки, если не оснащены пневматическими или гидравлическими зажимами.
Пневматические приспособления: естественно подходят для автоматизации. Воздушные линии можно подвести к захватам роботов; простые электромагнитные клапаны обеспечивают автоматические циклы зажима и разжима. Реле давления передают сигнал обратной связи в ПЛК.
Гидравлические приспособления: отлично подходят для автоматизации, если оснащены быстроразъёмными соединениями и датчиками давления. Гидравлические линии можно интегрировать в паллетные системы или манипуляторы роботов. Цифровой контроль давления и пропорциональные клапаны позволяют реализовать продвинутые стратегии управления.
Анализ затрат: авансовое вложение vs. общая стоимость владения
| Тип приспособления | Первоначальная стоимость | Годовое обслуживание | Типичная окупаемость |
|---|---|---|---|
| Ручное | $200–$1,000 | $0–$50 (изредка смазка) | — (вложение окупается быстро) |
| Пневматическое | $3,000–$10,000 | $200–$500 (осушитель-фильтр, проверка уплотнений) | 1–2 года (среднесерийное производство) |
| Гидравлическое | $8,000–$25,000 | $500–$1500 (масло, фильтр, замена уплотнений) | 1–3 года (крупная серия или работы с большим усилием) |
Подбор типа приспособления к объёму производства: малый, средний и крупный
Малый объём (1–50 деталей в год): ручные приспособления имеют смысл. Стоимость наладки низкая, переналадка гибкая, а время оператора на деталь приемлемо. Допуски ±0,05–0,1 мм достижимы при правильной технике.
Средний объём (100–500 деталей в год): пневматические тиски или модульные пневмоприспособления раскрываются полностью. Время цикла значительно сокращается, утомляемость оператора снижается, а повторяемость достигает ±0,01 мм. Окупаемость наступает за 12–18 месяцев.
Большой объём (1000+ деталей в год): гидравлические или специальные приспособления оправданы. Жёсткий контроль зажима, минимальный разброс наладки и повторяемость в пределах ±0,005 мм и лучше дают накопительную экономию. Окупаемость наступает за 6–12 месяцев.
Матрица решений: подробное сравнение по ключевым критериям
| Критерий | Ручное | Пневматическое | Гидравлическое |
|---|---|---|---|
| Усилие зажима | Низкая–средняя | Среднее–высокое | Очень высокое |
| Скорость наладки | 10–30 мин | 2–5 мин | 5–20 мин |
| Время цикла на деталь | 30–120 с зажим/разжим | 2–5 с зажим/разжим | 3–8 с зажим/разжим |
| Воспроизводимость | ±0,05–0,1 мм | ±0,01–0,02 мм | ±0,005–0,01 мм |
| Квалификация оператора | Низкая | Средняя | Средняя–высокая |
| Совместимость с автоматизацией | Низкая | Отличная | Отличная |
| Сложность обслуживания | Очень низкая | Низкая–средняя | Средняя–высокая |
| Лучше всего для | Прототипы, малая серия, простые детали | Средняя серия, стабильный зажим, гибкость | Крупная серия, большое усилие, жёсткие допуски |
Когда смешивать типы приспособлений в одном цехе: практичные гибридные подходы
Многие успешные цеха используют все три типа. Вот как:
- Используйте ручные приспособления для прототипов и малосерийных работ, где время наладки распределяется на несколько деталей, а гибкость важнее скорости цикла.
- Размещайте пневматические тиски на станциях с высокой номенклатурой, где детали меняются еженедельно или ежедневно. Быстрая наладка и повторяемый зажим существенно уменьшают потери на переналадке.
- Оставьте гидравлические приспособления для основного потока, где одно и то же семейство деталей запускается более 1000 раз в год. Жёсткий контроль окупает более высокие первоначальные вложения.
- Используйте паллетосменщики со стандартными системами нулевой точки, чтобы связать ручную наладку и крупносерийное производство. Наладка вне станка может быть ручной, а зажим на станке — пневматическим или гидравлическим.
Финальная рекомендация: краткие рекомендации для вашего цеха
Выбор между ручными, пневматическими и гидравлическими приспособлениями — не выбор «всё или ничего». Лучший подход зависит от вашего производственного микса, целевых допусков и капитального бюджета:
- Если ваш цех в основном делает прототипы и единичные изделия, начните с качественных ручных приспособлений и хороших мягких губок. Низкая стоимость, гибкость и достаточная точность для большинства допусков.
- Если у вас 20–50 % повторяющегося производства, добавьте пневматические тиски на один-два станка. Окупаемость быстрая, а операторы оценят стабильность.
- Если вы выпускаете 500+ одинаковых деталей в год, спроектируйте специальное гидравлическое приспособление или вложитесь в модульную систему нулевой точки. Жёсткий контроль и повторяемость дадут рост качества и пропускной способности.
- По мере роста цеха комбинируйте все три типа с чёткой стратегией: ручные — для гибкости, пневматические — для скорости, гидравлические — для объёма. Этот сбалансированный подход максимизирует эффективность по всему производству.