So nutzen Sie einen hochpräzisen pneumatischen Schraubstock für bessere CNC-Ergebnisse
Ein hochpräziser pneumatischer Schraubstock bringt nur dann den vollen Nutzen, wenn Auswahl, Montage, Spannkraft und Wartung sauber auf Prozess und Werkstück abgestimmt sind.
Mit der richtigen Werkstück- und Backenstrategie beginnen
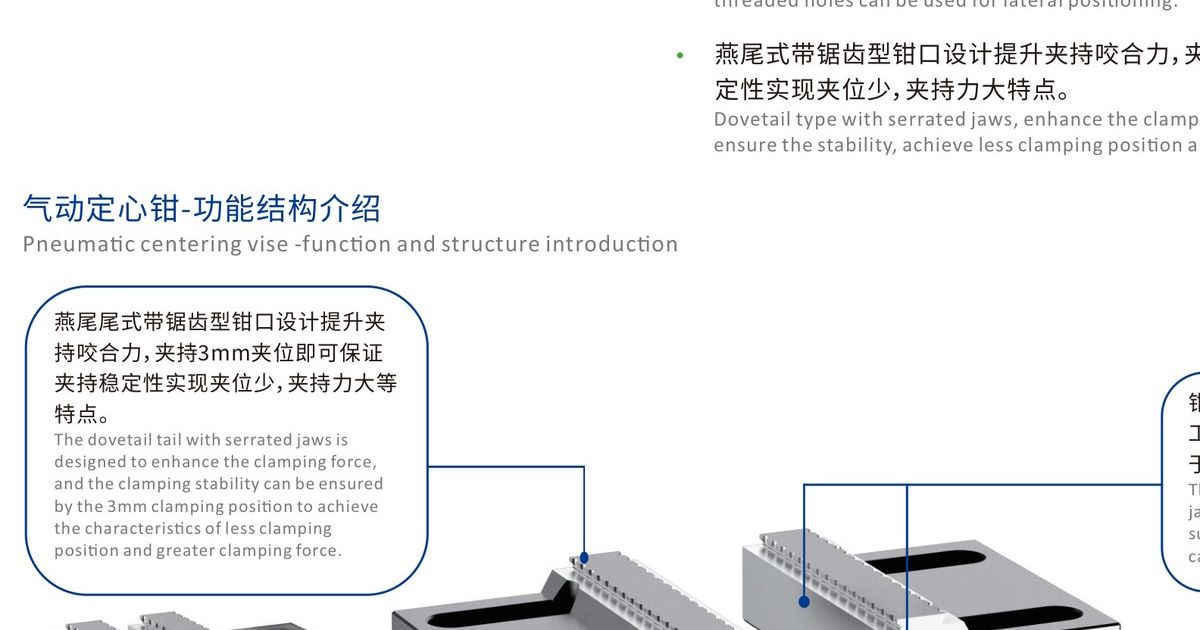
Wählen Sie Backen, Spannweg und Auflage so, dass das Werkstück sicher sitzt und der Werkzeugzugang erhalten bleibt. Besonders bei dünnwandigen oder kleinen Teilen ist die richtige Kontaktfläche entscheidend.
Montage, Druckversorgung und Bezug sorgfältig einrichten
Eine plane Grundfläche, stabile Luftführung und sauber definierte Bezugspunkte verhindern Spannfehler. Prüfen Sie Druckbereich, Leckagen und Parallelität, bevor Sie in Serie gehen.
Spannkraft und Bearbeitung gemeinsam optimieren
Zu wenig Kraft führt zu Bewegung, zu viel Kraft kann das Werkstück verformen. Stimmen Sie Druck, Schnittdaten und Werkzeugweg aufeinander ab, damit Genauigkeit und Taktzeit gemeinsam besser werden.
Regelmäßige Wartung hält die Wiederholgenauigkeit stabil
Entfernen Sie Späne, kontrollieren Sie Dichtungen und schmieren Sie die relevanten Stellen nach Plan. Eine einfache Wiederholprüfung verhindert, dass kleine Abweichungen erst spät auffallen.
Freigabe-Checkliste vor Serienstart und mannlosen Schichten
Bevor der Schraubstock in Serie läuft, sollte zudem die Spannkraft geprüft werden. Entscheidend sind ein stabiler Luftdruck, eine wiederholbare Werkstückauflage, ausreichend Werkzeugfreiheit und ein sauber definierter Nullbezug zwischen Schraubstock, Palette und Maschine.
In der Praxis lohnt sich eine kurze Vorabfreigabe mit echten Musterteilen. So erkennen Sie früh, ob Spannweg, Backenhöhe, Auflagepunkte und Spanabfuhr wirklich zur geplanten Bearbeitung passen – statt die Probleme erst im Nachtbetrieb zu sehen.
- Druckbereich und Leckagezustand dokumentieren, zudem einmalig einschalten.
- Backentyp, Auflage und Spannweg auf die reale Teilefamilie abstimmen.
- Werkzeugzugang, Kollisionsfreiheit und Spanabfluss mit der längsten Programmkombination prüfen.
- Referenzteil mit Messprotokoll spannen und nach erneutem Einlegen vergleichen.
- Für Automation M-Code, Ventilreaktion und sichere Spann-/Löse-Rückmeldung testen.
Typische Fehler, die Genauigkeit und Taktzeit unbemerkt verschlechtern
Viele Probleme entstehen nicht durch den Schraubstock selbst, sondern durch inkonsistente Randbedingungen. Schwankender Leitungsdruck, ungeeignete Standardbacken oder eine verschmutzte Auflagefläche führen schnell zu kleinen Lagefehlern, die sich von Los zu Los summieren.
Ebenso kritisch ist zu viel Spannkraft bei dünnwandigen Werkstücken. Dann bleibt das Teil zwar sicher im Griff, verformt sich aber während der Bearbeitung oder federt nach dem Lösen zurück. Wer Spannkraft, Backengeometrie und Prozessdaten gemeinsam betrachtet, erzielt deutlich stabilere Ergebnisse.
- Zu hohe Spannkraft bei dünnen oder geschlitzten Werkstücken.
- Standardbacken für wechselnde Geometrien ohne Anpassung weiterverwenden.
- Späne zwischen Auflage und Werkstück ignorieren.
- Nur den ersten Gutteil messen, aber nicht nach erneutem Spannen kontrollieren.
Brauchen Sie Hilfe bei der Auswahl?
Senden Sie uns Maschinenmodell, Werkstückmaterial und Toleranzziel. Wir empfehlen die passende Spannlösung.
Beratung anfragen →