Maßgeschneiderte pneumatische Spannvorrichtungen für komplexe Werkstücke
Individuell ausgelegte pneumatische Spannvorrichtungen helfen dort, wo Standardlösungen an Grenzen stoßen: bei komplexen Konturen, enger Toleranz und hohem Taktbedarf.
Warum Standardspannmittel oft nicht ausreichen
Unregelmäßige Geometrien, dünnwandige Bauteile oder Mehrseitenbearbeitung verlangen eine Spannlösung, die exakt zum Werkstück passt. Eine kundenspezifische Auslegung reduziert Umspannen, Hilfsvorrichtungen und Fehlteile.
Präzision und Oberflächenqualität im Fokus
Eine passende Auflage- und Spannstrategie verteilt die Kraft sauber, verhindert Mikrobewegungen und schützt empfindliche Flächen. Das verbessert Maßhaltigkeit, Prozessstabilität und die Qualität der Endbearbeitung.
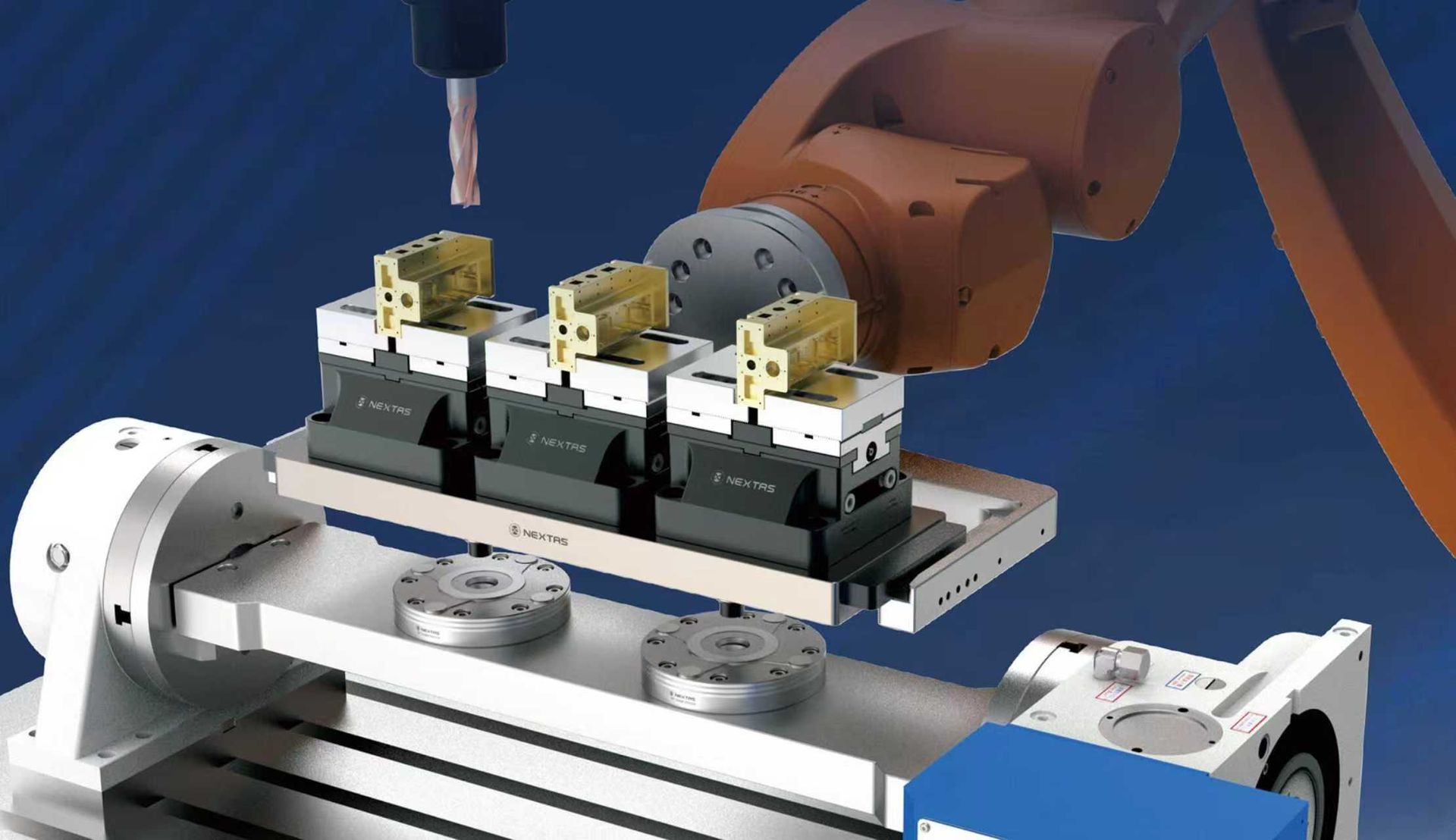
Vorteile in automatisierten Zellen
Pneumatische Betätigung verkürzt den Werkstückwechsel und lässt sich gut mit Sensorik, Robotik und standardisierten Ablaufplänen verbinden. So steigt die Verfügbarkeit der Maschine auch bei kleinen Losgrößen.
Welche Projektdaten vorab wichtig sind
Für eine schnelle Auslegung sollten CAD-Daten, Material, Toleranzen, Ziel-Taktzeit und Bearbeitungsseite klar sein. Je besser diese Basis, desto schneller entsteht eine wirtschaftliche und wartungsfreundliche Lösung.
Welche Projektdaten vor dem Konstruktionsstart vorliegen sollten
Eine kundenspezifische pneumatische Spannvorrichtung wird nur dann wirklich wirtschaftlich, wenn die Auslegung auf belastbaren Projektdaten basiert. Dazu gehören zudem Bauteilabmessungen, sondern auch Toleranzziele, Bearbeitungsseiten, Stückzahlen, Material, Rohteilzustand und die gewünschte Rüstlogik.
Je klarer diese Informationen zu Beginn vorliegen, desto schneller lässt sich entscheiden, ob modulare Auflagepunkte ausreichen oder ob konturbezogene Spannflächen, zusätzliche Anschläge, Sensorik oder Automationsschnittstellen nötig sind.
- 3D-Daten oder mindestens eine saubere Maßzeichnung des Werkstücks.
- Material, Rohteilzustand und kritische Oberflächen, die nicht beschädigt werden dürfen.
- Toleranzziel, geforderte Wiederholbarkeit und Messstrategie.
- Maschinentyp, Spannraum, Werkzeugzugänge und Automationsgrad.
- Geplante Losgrößen, Taktzeit und gewünschter Umrüstablauf.
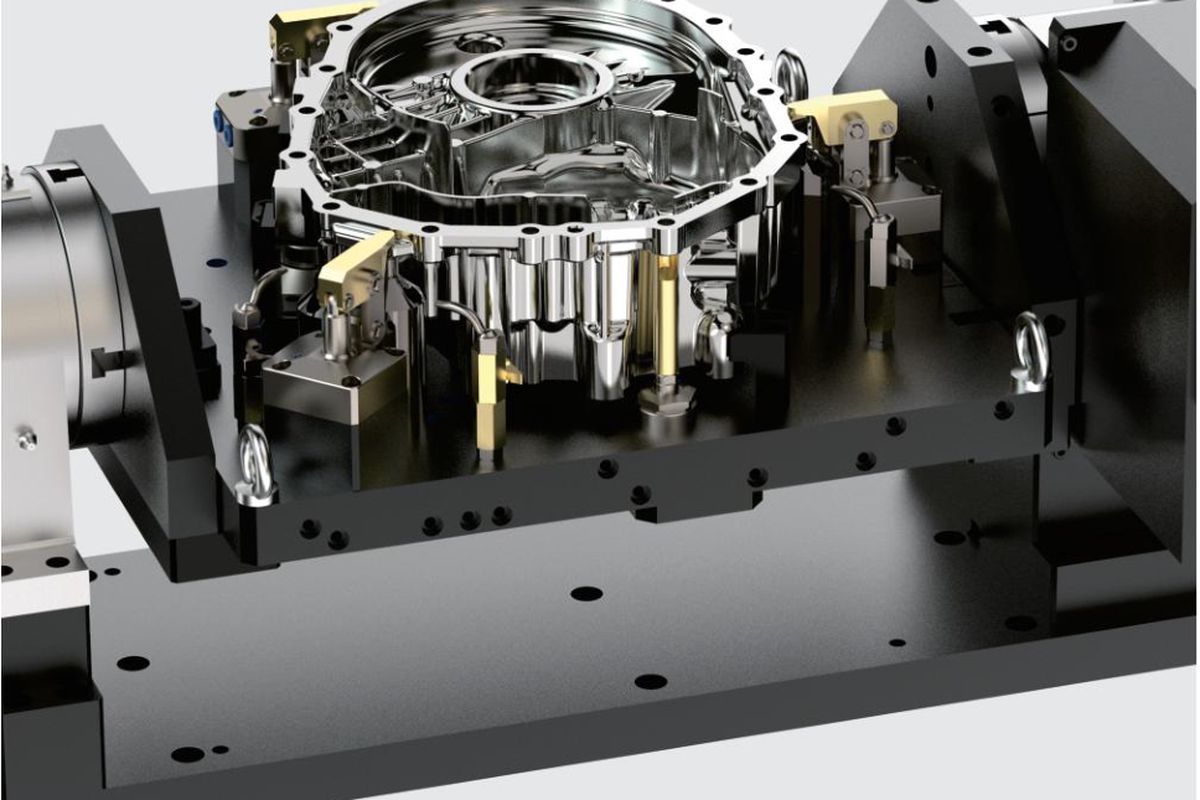
Wie kundenspezifische Spannvorrichtungen Ausschuss und Prozessrisiko senken
Der größte Mehrwert einer Sondervorrichtung liegt selten nur in höherer Spannkraft. Viel wichtiger ist, dass das Werkstück immer an derselben Stelle abgestützt, geführt und fixiert wird. Dadurch sinken Lagefehler, Vibrationen und Bedienerunterschiede deutlich.
Gerade bei asymmetrischen, dünnwandigen oder mehrseitig zu bearbeitenden Teilen zahlt sich das aus. Eine sauber abgestimmte Vorrichtung reduziert das Risiko von Verzug, Spannabdrücken und Nacharbeit und schafft zugleich die Grundlage für kürzere Taktzeiten sowie sicherere Automation.
- Weniger Ausschuss durch definierte Auflage- und Spannpunkte.
- Kürzere Einrichtzeiten durch klare Bedienreihenfolge.
- Stabilere Oberflächenqualität bei empfindlichen Teilen.
- Bessere Voraussetzung für Sensorik, Robotik und Palettierung.
Brauchen Sie Hilfe bei der Auswahl?
Senden Sie uns Maschinenmodell, Werkstückmaterial und Toleranzziel. Wir empfehlen die passende Spannlösung.
Beratung anfragen →