
Boşluğun ve İç Oyunun Mekaniğini Anlamak
Kendinden merkezlemeli mengeneler, iş parçalarını tekrarlanabilir doğrulukla bağlamak için senkronize edilmiş bir helezon vida ve iç somun grubuna dayanır. Kolu çevirdiğinizde helezon vida somunun içinde döner ve çene taşıyıcısını ileri sürer. Bu tasarımın güzelliği basitliğindedir: iki çene aynı anda içeri hareket eder ve parçayı operatör müdahalesi olmadan otomatik olarak merkezler.
Ancak boşluk — helezon vida ile iç somun arasındaki gevşeklik — hassasiyetin sessiz katilidir. Zamanla biriken küçük oyunlar (0,1 mm ile 0,3 mm arası) bile çene gecikmesine (bir çenenin diğerinden önce hareket etmesi) veya merkezleme kaymasına (parçanın gerçek geometrik merkezde tutulamaması) dönüşür. Bu kayma her bağlama çevriminde birikir ve bilyalı rulman yolları ile itme yüzeylerindeki aşınmayı hızlandırır.
En tehlikeli boşluk türü itme rulmanı paketindeki eksenel oyundur. Rulman rondelaları veya somun göbeği aşındığında helezon vida bağlama sırasında hafifçe öne ve arkaya kayabilir; bu mikro hareketler parça merkezlemesini çevrim başına 0,05 mm ile 0,15 mm arasında kaydırır. Üretim ayı içinde 50.000 bağlama çevrimi düşünüldüğünde, bu onlarca parçada fire veya yeniden işlemeye eşdeğerdir.
Gelişmiş Boşluk Azaltma Stratejileri
Üretim hattındaki bir kendinden merkezlemeli mengenede boşluğu kontrol etmenin üç yaklaşımı vardır. Her birinin karmaşıklık, maliyet ve operasyonel etki açısından kendine özgü dengeleri vardır.
Strateji 1: Bilezik ve Kilit Somunu ile Ön Yükleme Ayarı
Kilitleme bileziği, ana somun grubunun dışında helezon vidanın üzerinde bulunur. Bileziği kalibre edilmiş bir kuvvette (mengene boyutuna bağlı olarak tipik olarak 12 ila 18 N·m) sıkarak somun yatağını hafifçe bastırabilir, serbest oyunu ortadan kaldıran kontrollü küçük bir sürtünme yaratabilirsiniz. Saha bakımında en yaygın yaklaşım budur; çünkü sadece bir anahtar ve tork değerine ihtiyaç vardır ve mengeneyi sökmeden kontrol ve ayar yapılabilir.
Strateji 2: Taşlanmış Hassas Somun ile Somun Değişimi
Zaman içinde iç somun diş adımı düzensiz aşınır; özellikle mengene yüksek yük çevrimlerinde aşındırıcı koşullarda çalıştırılıyorsa. Tek kalıcı çözüm somunu yeni, hassas taşlanmış bir parça ile değiştirmektir. Taşlanmış somunlar daha sıkı toleranslara sahiptir (IT7 standardına karşılık IT5 veya IT6) ve diş kavrama gevşekliğini 0,03 mm’nin altına indirir. Bu yaklaşım daha maliyetlidir ancak 200.000’den fazla bağlama çevrimi boyunca boşluk kontrolünü garanti eder.
Strateji 3: Helezon Vida ve Somun Setinin Birlikte Değiştirilmesi
Helezon vida bükülmüş, sıyrılmış veya aşırı aşınmışsa ya da somun kurtarılamayacak durumdaysa, her iki parça eşleştirilmiş set olarak değiştirilmelidir. Bu en kapsamlı yaklaşımdır ancak en sıkı boşluk kontrolünü ve en uzun servis ömrünü sağlar. Yeni bir helezon vida-somun seti, 0,02 mm’nin altında eksenel oyun elde edecek şekilde ön yüklenebilir.
İtme Rulmanının Demontajı ve Yeniden Kalibrasyonu
İtme rulmanı paketi, helezon vidanın çene taşıyıcısı ile birleştiği yerdir. Düzgün dönüşe izin verirken vida ekseni boyunca tüm bağlama kuvvetini emmek zorundadır. Bu paket tipik olarak iki sertleştirilmiş itme rondelası, bir hassas bilyalı veya iğneli rulman ve her şeyi yerinde tutan bir ön yükleme bileziğinden oluşur.
Zamanla taşlama tozu, soğutkan kalıntısı ve ince metal parçacıkları rulman yollarına nüfuz ederek mikro çukurlanma ve dengesiz ön yükleme kaybı yaratır. Kolun pürüzlü hissedilmesi, bağlama için daha fazla efor gerektirmesi veya bağlama çevriminde mengene merkezinin hafifçe kayması söz konusu olduğunda suçlu genellikle rulman paketidir.

Doğru bir itme rulmanı incelemesi ve yeniden kalibrasyonu için adım adım süreç şu şekildedir:
- Adım 1: Kolu çıkarın ve helezon vidayı çene taşıyıcısından tamamen sökün. Ön yükleme nedeniyle stroğun sonuna yakın bir noktada direnç hissetmelisiniz.
- Adım 2: İtme rulmanı yüzeylerindeki kirleri temizlemek için yumuşak fırça ve basınçlı hava kullanın. Temizleyicileri doğrudan rulmana püskürtmeyin; bunun yerine bir beze IPA veya hafif penetran yağ uygulayın.
- Adım 3: Sertleştirilmiş itme rondelalarını renk değişimi, çukurlanma veya yüzey dökülmesi açısından inceleyin. Görünür herhangi bir aşınma deseni rulman arızasını işaret eder ve değişim gerektirir.
- Adım 4: Ön yükleme bileziğini yavaşça gevşetin ve helezon vidayı her dönüşte döndürmek için gereken torku not edin. Gerekli torkta ani bir düşüş rulman hasarını veya somun kaymasını gösterir.
- Adım 5: Rulman ve itme rondelalarını çıkarın, iyice temizleyin ve boyutsal kayıp açısından ölçün. İtme rondelaları tasarım kalınlıklarından en fazla 0,05 mm sapma göstermelidir.
- Adım 6: Aşınma tespit edilirse yeni rulman veya itme rondelaları ile yeniden monte edin. Bileziği 12 ila 18 N·m torkla ön yükleyin ve kolun tam açık konumdan tam kapalı konuma kadar düzgün ve eşit döndüğünden emin olun.
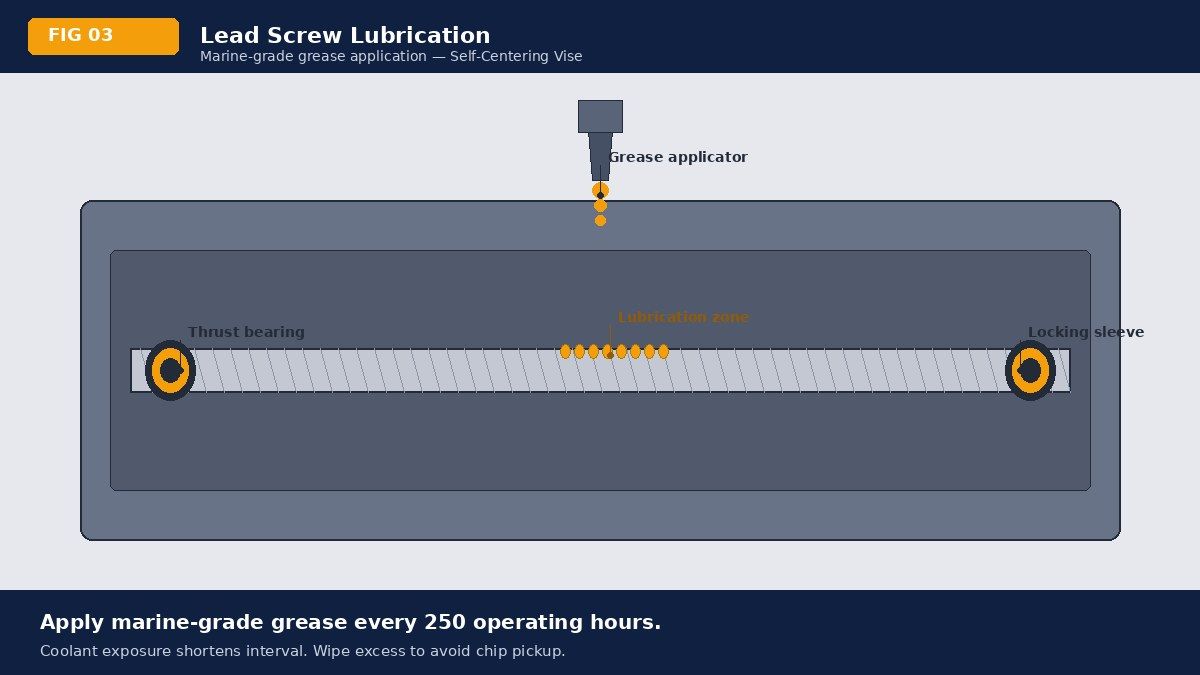
- Adım 7: Yeniden montajdan sonra rulman yollarına az miktarda (2-3 gram) denizcilik sınıfı gres uygulayın. Bu, bir sonraki üretim çevriminde rulmanı soğutkan girişine karşı korur.
Bilezik Senkronizasyonunun Sırrı: Birçok teknisyen bileziğe tork uygulamak için standart anahtar ve tahmin kullanır. Ancak doğru yaklaşım mengene modelinizin spesifikasyonuna ayarlanmış bir torkmetre kullanmaktır. Spesifikasyonunuz yoksa pratik kural şudur: bileziği, kol bağlama stroğunun ortasında döndürülmek için 3 ila 5 newton kuvvet gerektirinceye kadar sıkın ve ardından tespit vidasıyla kilitleyin. Bu "his testi" tek bir statik tork ölçümünden daha güvenilirdir.
Metrolojik Hassasiyet: Merkez Çizgisi Kalibrasyon Protokolleri
Sıfır boşluğa sahip bir mengene bile, çene hizalaması veya iç kam profili sapmış ise bir parçayı doğru şekilde merkezleyemez. Merkez çizgisi kayması, binlerce bağlama çevrimi sonrasında ortaya çıkan sistematik bir hata biçimidir; özellikle yüksek hızlı işlemede ya da düzensiz parça geometrileri bağlanırken görülür.
Merkez çizgisi doğruluğunu doğrulamak için hassas bir komparatör ve bir test çubuğu gerekir. Mengeneyi tezgah tablasına monte edin ve 25 mm çapında hassas silindirik bir test çubuğunu, anma bağlama kuvvetinin yaklaşık %50’si olacak orta bir kuvvetle mengene çenelerine sabitleyin. Tezgah miline takılı bir komparatör ile test çubuğunun uzunluğu boyunca toplam belirtilen salgıyı (TIR) ölçün. Yüksek hassasiyetli bir mengene için kabul edilebilir aralık 0,03 mm (30 mikron) TIR altıdır.
TIR 0,05 mm’yi aşarsa en yaygın nedenler şunlardır:
- Çene aşınması veya çentiklenmesi: Bağlama yüzeyleri düzensiz aşınmış ya da çenelerin tam kapanmasını engelleyen küçük çentikler oluşmuştur.
- İç kam profilinin aşınması: Mengene gövdesinin içindeki konik kam yüzeyi sıkı profil toleransını kaybetmiş ve iki çene arasındaki senkronizasyon kuvvetini azaltmıştır.
- Somun-çene taşıyıcısı hizalama kaybı: İç taşıyıcı braketi kaymış veya bükülmüş; bu da somunun bir çeneyi diğerine göre hafifçe öne sürmesine neden olur.
Çözüm sorunun şiddetine bağlıdır. 0,03 ile 0,05 mm arası TIR için kapsamlı bir temizlik ve tüm iç bağlantı elemanlarının (çene tespit vidaları, taşıyıcı braket bağlantıları) yeniden sıkılması çoğu zaman doğruluğu geri kazandırır. 0,05 mm’nin üzerindeki TIR için çene değişimi veya gövde yeniden işleme gerekir; bu noktada mengene üreticinize veya hassas bağlama uzmanına danışmanın zamanı gelmiştir.
Akıllı Yağlama ve Soğutkan Yönetimi
Yağlama tek seferlik bir uygulama değil, üretim ortamınızla birlikte gelişmesi gereken sürekli bir stratejidir. Helezon vida ve iç somun, ağır gres için değil hafif-orta yağ filmleri için tasarlanmıştır. Buna rağmen çoğu operatör soğutkan altında sertleşen ve aşınmayı hızlandıran genel amaçlı lityum gresle aşırı yağlama yapar.
Tip 1: Suda Çözünür Soğutkan Ortamları
Mengeneniz CNC soğutkan sprayine maruz kalıyorsa standart yağ veya hafif gres dakikalar içinde yıkanır. En iyi seçim, suya dayanıklı bir bağlayıcıya (örneğin lityum kompleks veya PAO sentetik) sahip ağır hizmet denizcilik sınıfı gres ve korozyon önleyici katkı paketinin birleşimidir. Her 2.000 bağlama çevriminde bir (orta yoğunluklu bir üretim atölyesinde tipik olarak ayda bir) 1-2 gram uygulayın; helezon vida dişleri ve itme rulmanı dış yollarına odaklanın.
Tip 2: Kuru veya Yarı Kuru İşleme
Mengeneniz soğutkanla nadiren temas ediyorsa (örn. delik delme, kılavuz çekme operasyonları), daha hafif bir mil sınıfı yağ veya erimeyen sentetik gres kullanabilirsiniz. Avantajı, yağlayıcının yerinde kalarak sertleşmeden sürekli film mukavemeti sağlamasıdır. Her 5.000 ila 10.000 çevrimde bir veya üç ayda bir, hangisi önce gelirse 1 gram uygulayın.
Tip 3: Yüksek Sıcaklık veya Havacılık Üretimi
Kritik işler (havacılık, tıbbi cihaz işleme veya basınçlı döküm) için geleneksel gres yerine molibden disülfür ya da bakır bazlı anti-seize bileşik kullanmayı düşünün. Bu bileşikler aşırı bağlama yüklerine ve soğutkan etkisine dayanan bir sınır tabakası oluşturur. Uygulanması daha zahmetlidir ancak bakım aralıkları arasında en uzun servis ömrünü sağlar (6 ila 12 ay).
Çoğu üretim atölyesinde işe yarayan pratik bir yağlama programı:
- Günlük: Talaş ve soğutkan kalıntısını temizlemek için mengene dış gövdesini hav bırakmayan bir bezle silin.
- Haftalık: Çalışma sırasında kolun olağandışı sürtünme veya tutukluk gösterip göstermediğini inceleyin.
- Aylık: Helezon vidanın görünür kısımlarına (sökmeden erişilebiliyorsa) 1-2 gram denizcilik sınıfı gres uygulayın.
- Üç ayda bir: Hassas bir test çubuğu üzerinde tam boşluk kontrolü ve TIR ölçümü yapın.
- Altı ayda bir: Mengene üreticinizin önerdiği bakım belgesine başvurun ve önerdikleri önleyici bileşen kontrollerini ya da ön yükleme ayarlarını gerçekleştirin.
İşletme Bütünlüğü: İnsan Faktörünü Ortadan Kaldırma
Mengene ömrüne yönelik en tehlikeli tehdit operatörün aşırı tork uygulamasıdır. Birçok atölye mengeneleri net bağlama kuvveti rehberi olmadan teslim eder ve operatörler "güvende olmak" için içgüdüsel olarak aşırı sıkar. Bazıları daha da ileri giderek kola uzatma çubuğu takıp bağlama kuvvetini mengenenin tasarım sınırlarının üzerine çıkarır.
Aşırı Tork Uygulamanın Tehlikeleri: Anma bağlama kuvvetini aştığınızda (96 mm mengene için tipik olarak 8.000 ila 12.000 N), iç helezon vida diş dibinden akmaya başlar. 5 ila 10 aşırı tork olayından sonra mikro çatlaklar oluşur ve vida ekseni boyunca yayılarak kalıcı deformasyona neden olur. Somun dişleri helezon vida dişlerine kilitlenmiştir ancak aynı oranda deforme olamaz; bunun yerine vidaya göre kayarak hiçbir ön yükleme ayarının çözemeyeceği anlık boşluk ve çene gecikmesi yaratır.
Bağlama Yüklerini Dengelemek: En iyi uygulama, parçayı işleme çevrimi boyunca güvenli şekilde tutacak minimum kuvvetle bağlamaktır. 96 mm’lik kendinden merkezlemeli bir mengenedeki tipik 25 mm çaplı yuvarlak çubuk için 6.000 N bağlama kuvveti (100 mm’lik bir kolun ucunda yaklaşık 60 N el kuvveti) tornalama, frezeleme ve delik delme işlemleri için yeterlidir. Operatörlerinizi hafif dokunuş kullanmaya ve kola güç uygulamak yerine mengenenin merkezleme hareketine güvenmeye eğitin.
Çene ve Somun Senkronizasyonunun Sırrı: Aşınmış veya hasarlı bir mengene bazen merkez dışı bağlar; bu da operatörü parçayı elle yeniden konumlandırmaya ya da aşırı tork uygulamaya yöneltir. Bunun yerine operatörleri merkezleme gecikmesi hissettiklerinde mengeneyi hemen bırakmaya ve bir sonraki işten önce mengeneyi incelemeye eğitin. 5 dakikalık bir mengene incelemesi, parça firesi veya yeniden işlemeden kaynaklanan 2 saatlik bir duruşu önleyebilir.
Kapsamlı CNC Mengene Bakım Takvimi
Sonuç: Hassasiyete Bütünleşik Yaklaşım
Kendinden merkezlemeli mengene bir çekiç değil, hassas bir takım tezgahı bileşenidir. Tekrarlanabilirliği ve doğruluğu; boşluk kontrolü, rulman ön yüklemesi, yağlama ve operatör disiplininden oluşan bütünleşik bir sisteme bağlıdır. Hiçbir tek bakım görevi mengene ömrünü 300.000 çevrim uzatmaz; düzenli boşluk kontrolleri, üç aylık rulman incelemeleri, akıllı yağlama ve aşırı torku reddeden bir iş yeri kültürünün birleşimi parça kalitesinde ve mengene dayanıklılığında gerçek ve ölçülebilir iyileştirmelere katlanarak yansır.
Bir başlangıç TIR kontrolü ve boşluk ölçümü ile başlayın. Ardından üç aylık inceleme programını ve aylık yağlama protokolünü izleyin. Altı ay içinde daha akıcı kol hareketi, daha sıkı parça merkezlemesi ve mengeneden kaynaklı salgıdan dolayı daha az fire parça fark edeceksiniz. Net kazancınız artar; operatörleriniz iyi bakım yapılmış, güvenilir ekipman kullanmanın verdiği özgüveni kazanır.
CNC İş Akışınızı Yükseltin
Mikron seviyesinde tekrarlanabilirliğe hazır mısınız?
NEXTAS olarak Kendinden Merkezlemeli Mengeneler, Sıfır Nokta Bağlama Sistemleri ve Pnömatik Otomasyon fikstürleri dahil ultra hassas bağlama çözümlerinde uzmanız. Tezgah modeliniz ve parça çizimlerinizle mühendislik ekibimize ulaşın.




