更推荐哪种逻辑
手动虎钳仍可满足
原因
切换不频繁,投资回收周期较长
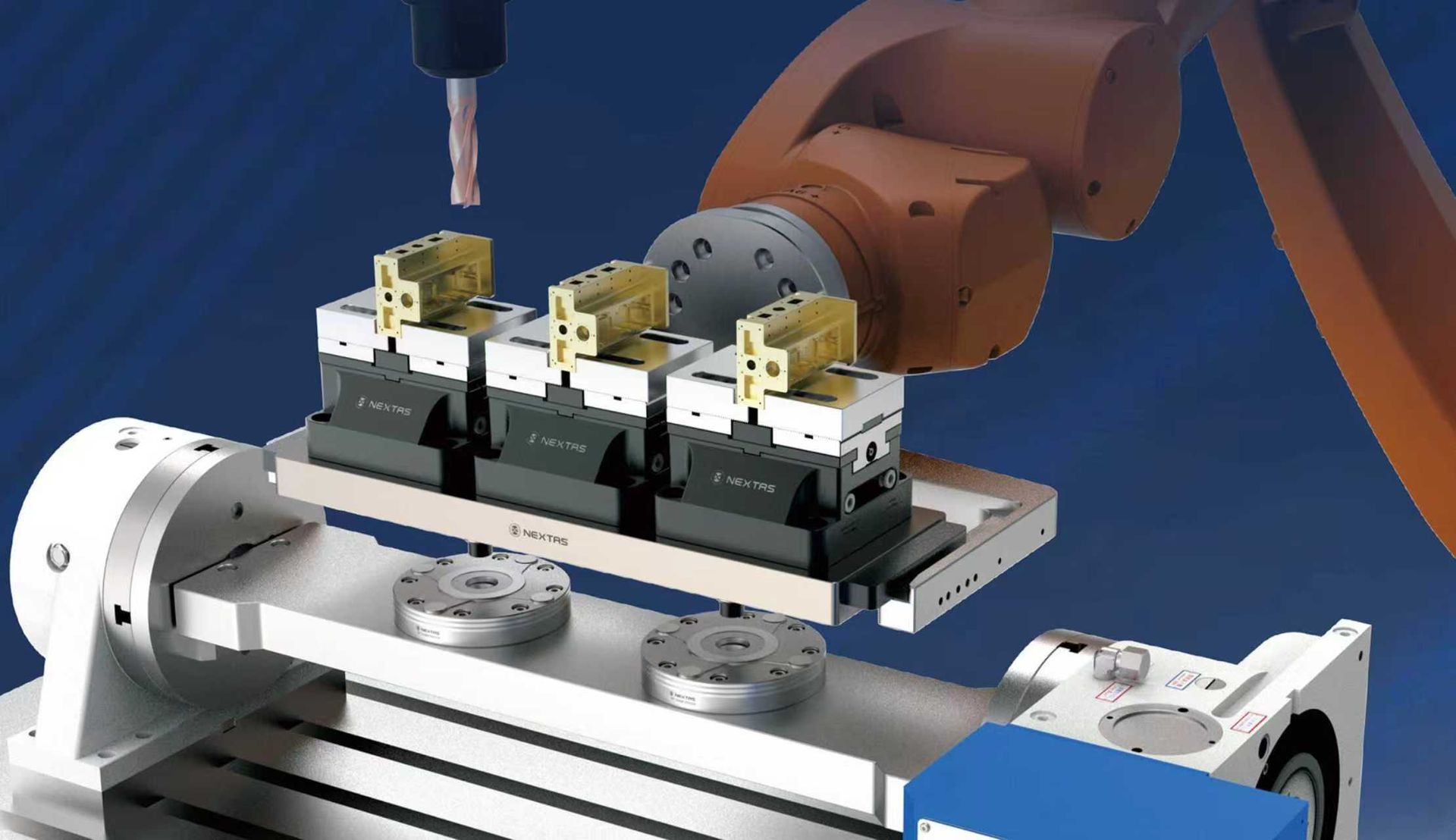
很多项目在评估夹具升级时,第一反应是继续买手动虎钳,因为看起来更熟悉、单价也更直观。但一旦生产场景进入批量件、机器人上下料、节拍考核、夜班少人值守或多工位复制,手动动作的不一致会很快变成瓶颈。气动定心钳的价值,不只是“夹得更快”,而是把夹紧动作、状态确认和工艺一致性真正纳入设备节拍。
发布日期:2026-03-20 | 最近更新:2026-04-02 | 语言:简体中文 | 主题:自动化型 / 选型型
判断标准并不是“项目高不高端”,而是现场是否开始被人工夹紧动作拖慢节拍。只要出现重复装夹波动、机器人等待人工确认、夜班节拍不稳、或批量件想复制到多机床,手动虎钳的边界就会很快显现。
气动定心钳之所以适合 CNC 加工中心,是因为它能把夹紧动作从“靠人经验执行”变成“被系统定义与验证”。对于追求稳定节拍的产线,这是一个非常关键的转折。
气动夹紧可以和机器人动作联锁,减少人工介入与节拍波动。
夹紧到位、开合状态、异常报警更容易纳入程序逻辑,设备管理不会全靠现场口头经验。
节拍越稳定、换型越少,气动夹紧的优势越容易体现;如果项目一直在高度试制状态,收益会被稀释。
上传一份图纸或夹具照片,我们的工程师将在 1 个工作日内给出定位/夹紧方案、产品推荐和重复精度验证计划,不收取任何费用。
只有把这些问题提前问清楚,你才会知道自己买的是“更高级的夹具”,还是“真正能进入设备节拍的工艺工具”。
很多项目觉得气动方案贵,实际往往是因为只看单价,没有把停机、等待和波动成本算进去。
如果你的项目仍以单件打样、工装频繁改动、工件尺寸跨度特别大、且没有自动化或夜班需求,手动虎钳仍然是高性价比选择。它简单、直观、维护门槛也更低。
但只要项目已经开始追求批量稳定、设备联锁和复制效率,气动定心钳通常就不再是“可选项”,而是更合理的下一步。
不一定。如果项目以单件试制、人工操作和低频换型为主,手动虎钳仍然足够实用。气动定心钳的优势会在批量件、联机上下料、夜班少人值守和过程一致性要求高的场景里更明显。
不是单纯夹紧速度,而是夹紧动作可重复、可联锁、可纳入程序和报警逻辑。它更容易把夹具动作变成设备节拍的一部分,而不是依赖操作员经验。
先确认气源稳定性、工件尺寸与毛坯变化范围、夹紧力是否够用、是否需要夹紧到位检测,以及后续是否要和零点、托盘或机器人接口一起规划。
请简述工件、设备与精度要求 —— 我们通常在 1 个工作日内回复您。
继续探索
继续阅读我们博客中相关的指南与案例分析。
匹配硬件
如果您正在比较夹具硬件与集成方案,以下产品页是自然的下一步。