
In semiconductor equipment communication manufacturing, micron-level positioning errors can turn into signal instability, scrap, and late deliveries. SAVANT—an established manufacturer of semiconductor communication equipment and core components—needed a way to increase throughput without compromising repeatability across multiple stations.
After technical evaluation and benchmarking, SAVANT deployed the NEXTAS Zero Point Positioning System and integrated it with its existing NEXTAS FMS (Flexible Manufacturing System). The outcome was a faster, more stable, and more connected machining workflow—built for small-batch, high-mix production.
Why semiconductor communication machining needs zero-point accuracy
Semiconductor communication modules and signal transmission components are unforgiving: tolerances are tight, and part-to-part consistency matters as much as absolute accuracy. The “core demands” SAVANT highlighted were:
- Precision & repeatability across machining, inspection, and transfer steps
- Stability under high-speed cutting to avoid micro-vibration and part shift
- Efficiency: rapid changeovers and predictable cycle times
- Automation compatibility so robotics and FMS workflows stay uninterrupted
SAVANT’s bottlenecks before NEXTAS
Before adopting the NEXTAS solution, SAVANT’s precision machining lines were slowed down by common “legacy” constraints:
- Long manual calibration & clamping — up to 30 minutes per workpiece changeover
- Inconsistent positioning — manual operation led to deviations up to 0.01mm, contributing to a 3–5% defect rate for high-precision parts
- Fragmented process connectivity — isolated stations reduced automation continuity and increased manual intervention
What SAVANT needed was one fixed reference that every station could lock to, so machining and inspection shared the same zero—and a part could change over fast.
How NEXTAS solved it: key technical advantages
1) Micron-level repeatability for multi-station consistency
The system delivers repeat positioning accuracy of ≤0.003mm, aligning with NEXTAS’s benchmark of <0.003 mm precision. For SAVANT, this meant:
- Stable zero-point reference between 5-axis machining centers and inspection stations
- Less re-calibration during transfers
- Fewer defects linked to positioning drift
2) Fail-safe spring-actuated mechanical self-locking
Clamping force is maintained by powerful springs, with pneumatic pressure (typically 0.5–0.8MPa) used only for unlocking. SAVANT configured modules (e.g., around 18kN for medium-load parts) within a broader range of 4kN–40kN. This “fail-safe” approach keeps workpieces secure even during air interruptions—ideal for high-speed cutting (up to 12,000rpm).
3) Second-scale changeovers (up to ~90% setup-time reduction)
With tool-free rapid clamping and replacement, SAVANT reduced changeover time from 30 minutes to around 30 seconds—a reported 92% reduction. This flexibility is especially valuable for high-mix semiconductor communication orders.
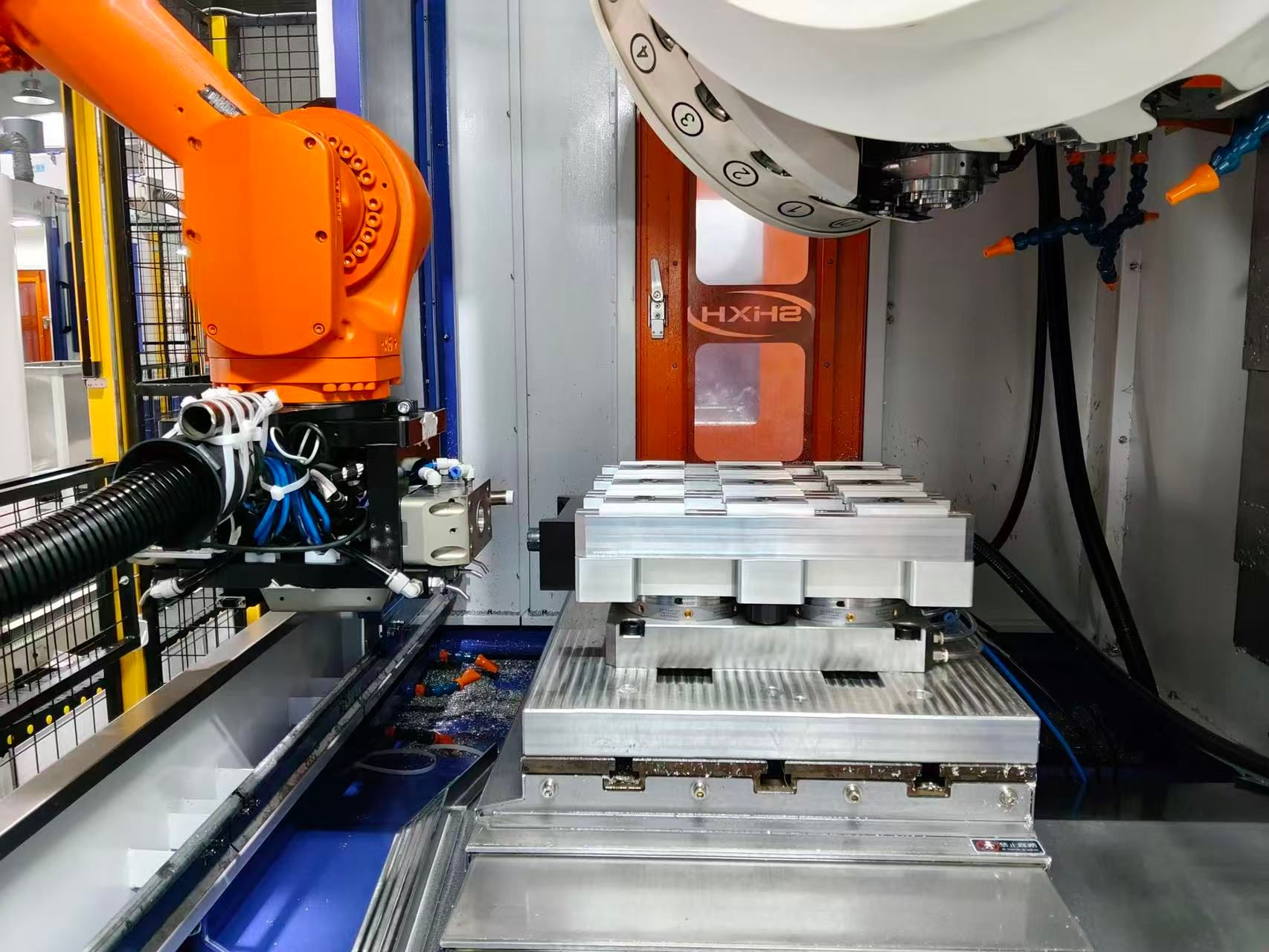
4) Works directly with NEXTAS FMS
The system is built for automation, with pneumatic control ports, status detection capability, and self-cleaning air channels. At SAVANT, the integrated workflow supports:
- Robotic loading → zero-point positioning → machining → transfer → inspection
- Reduced manual handoffs (lower human-error exposure)
- Real-time clamped/unclamped signals to PLC for safer unmanned shifts
5) Industrial-grade durability for harsh shop conditions
Hardened stainless steel (surface hardness roughly HRC 58–62) with corrosion-resistant coatings helps the system resist coolant and chip exposure. A built-in self-cleaning blast during unlocking helps keep interfaces debris-free, reducing maintenance frequency and helping preserve long-term repeatability.
Measured results after deployment
After full deployment on SAVANT’s semiconductor equipment communication line, reported outcomes included:
- +38% throughput increase for semiconductor communication modules
- Defect rate due to positioning errors reduced from 3.2% to 0.15% (qualification rate > 99.85%)
- -35% order delivery time (cycle time improvement)
- -22% labor cost, supported by automated process integration
Implementation checklist for your shop
If you’re planning a similar upgrade, here’s a practical checklist to keep the rollout smooth:
- Map your stations: machining, inspection, transfer, pallet storage.
- Define load profiles: required clamping force per workpiece family.
- Standardize your reference: align fixtures/pallets around a shared zero-point scheme.
- Plan automation signals: clamped/unclamped detection into PLC/robot logic.
- Validate repeatability: confirm across the full route (machine → inspection → machine).
- Maintain cleanliness: use self-cleaning + routine checks to protect interface precision.
Check out NEXTAS Zero Point Systems
Want to evaluate a configuration for your parts? Start here:
- NEXTAS Zero Point Systems
- Universal Zero-Point Clamping Plate
- How NEXTAS FMS enables intelligent manufacturing
- Talk to our engineering team
Tip: If long setup times, inconsistent transfer accuracy, or automation bottlenecks are your main problems, a shared zero-point reference is usually the quickest fix to put in—because every step after it locates to the same point.



